|
|
Категория:
Измерения Далее: Микрометрический штихмас Этот контрольно-измерительный инструмент предназначен для измерения с точностью 0,01 мм длины, ширины, толщины и наружных диаметров обрабатываемых изделий. Микрометр состоит из следующих основных частей: скобы со вставленной в нее пяткой, стебля, микрометрического винта со шпинделем, барабана, трещотки и стопорного кольца. Пятка представляет собой неподвижный цилиндрический стержень с полированной мерительной плоской поверхностью 10 в торцовой части. Стебель сделан в виде трубки, на внешней поверхности которой вдоль оси нанесены черта и миллиметровые и полумиллиметровые деления. Внутри стебля закреплена гайка (трубка с резьбой), в которую ввертывается микрометрический винт. Микрометрический винт представляет собой стержень, у которого различают так называемый шпиндель—гладкую левую часть с полированной мерительной плоской поверхностью 10 с торца. В правой части стержня нарезана точная мелкая резьба с шагом 0,5 мм. Стержень заканчивается небольшим гладким конусом, на который надевается барабан 6, закрепляемый стопорным винтом. Барабан имеет с левой стороны небольшой скос, поверхность которого по окружности разделена на 50 равных делений. При нулевом показании микрометра (когда мерительные поверхности сомкнуты) нулевое деление барабана должно точно совпадать с продольной чертой на стебле, а скошенный край барабана должен совпадать с нулевым делением на стебле. Чтобы при зажиме детали не испортить или не смять измеряемую деталь чрезмерным зажимом винта, на конце барабана помещается специальное приспособление, называемое трещоткой. Трещотка представляет собой головку, при помощи которой вращают барабан, и, выдвигая шпиндель микрометрического винта, прижимают им измеряемую деталь. Когда зажим детали достигнет необходимой силы, трещотка перестает вращать винт и вращается вхолостую (проскальзывает), издавая при этом характерный треск. Для закрепления микрометрического винта в установленном положении имеется стопорное приспособление. Закрепление осуществляется поворотом кольца. При вращении кольца в одну сторону шпиндель заклинивается, а при вращении в другую — освобождается. При измерении микрометром измеряемую деталь помещают между мерительными поверхностями инструмента (пятки и шпинделя) и, вращая трещотку, прижимают деталь шпинделем к пятке. После того как трещотка начнет провертываться и издавать треск, производят отсчет показаний микрометра. Барабан микрометра совершает два совместных движения: одно вокруг своей оси, другое — вдоль оси. Скошенная часть барабана разделена на 50 равных делений, шаг резьбы микрометрического винта равен 0,5 мм. Следовательно, при повороте микрометрического винта на одно деление барабан перемещается в продольном направлении на расстояние, равное 0.5:50=0,01 мм. При одном полном обороте микрометрического винта барабан переместится на 0,5 мм, при двух оборотах винта на 1 мм, при трех оборотах на 1,5 мм и т. д. Отсчет показаний микрометра производится так. Целые миллиметры и полумиллиметры отсчитываются по числу делений на стебле. Сотые доли миллиметра определяются по делению на скошенной части барабана, приходящемуся против продольной черты стебля. Чтобы найти целые миллиметры и их половины, достаточно сосчитать число делений на стебле от нуля до скошенного края барабана. Для отсчета сотых долей миллиметра смотрят, какое деление барабана совпадает с продольной чертой, нанесенной вдоль стебля. Предположим далее, что на стебле скошенным краем барабана открыто 5,5 делений, а с продольной чертой совпадает 21-е деление барабана. В любом микрометре перемещение микрометрического винта ограничено длиной 25 мм, поэтому изготовляют микрометры на размеры от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и т. д.
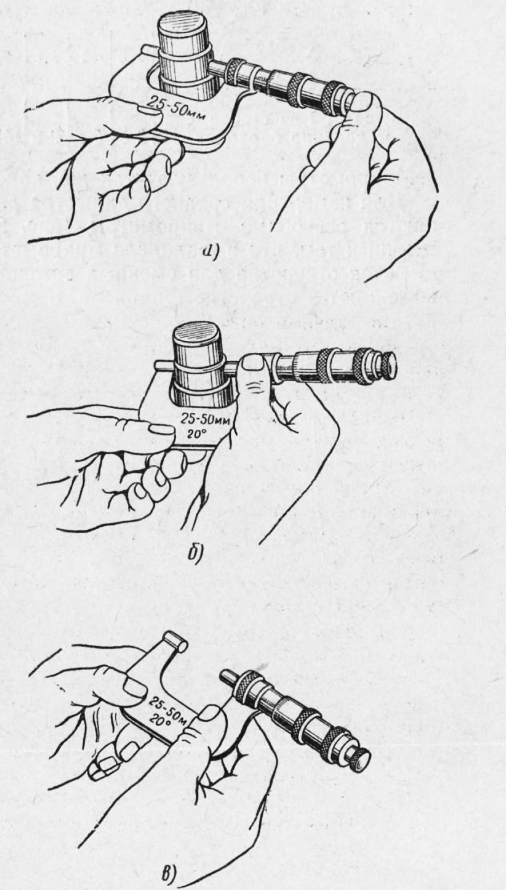
Рис. 1. Измерение микрометром:
а — установке микрометра на размер вращением грещотки, б — закрепление шпинделя микрометра зажимным кольцом, в — производство отсчета
Ниже приводятся примеры для упражнений по отсчету результатов измерения микрометром. Микрометры используют так же, как проверочные скобы. Для измерения среднего диаметра резьбовых изделий применяются резьбовые микрометры, отличающиеся от обычных тем, что в шпинделе микрометрического винта и пятке имеются отверстия для сменных вставок. Коническую вставку помещают в отверстие шпинделя, а вильчатую — в отверстие пятки.
Рис. 2. Измерение резьбы резьбовым микрометром:
а — прием измерения, б — положение наконечника микрометра при измерении резьбы
Реклама:Читать далее:Микрометрический штихмасСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|