|
|
Категория:
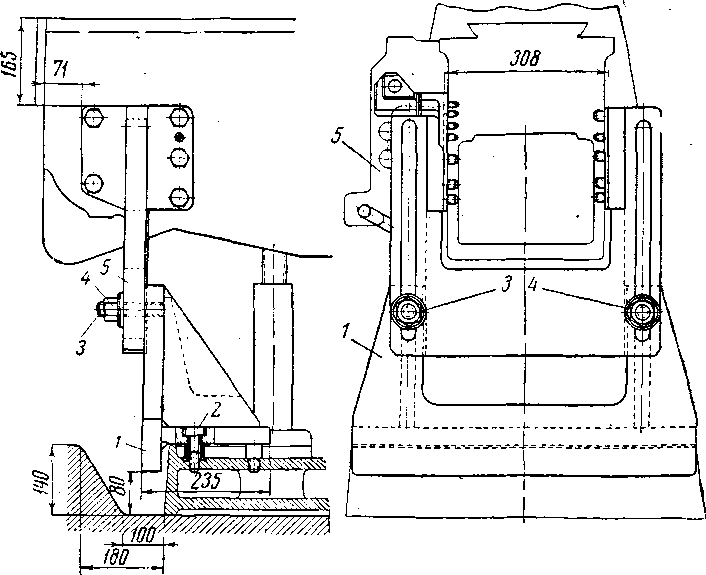
Фрезерные работы Требования, предъявляемые к станкам при производительном фрезеровании Процесс производительного (скоростного) фрезерования требует увеличения скорости резания по сравнению с обычно применяемой и в связи с этим значительного увеличения мощности, расходуемой на резание. Ввиду этого станки для скоростного фрезерования должны иметь повышенные числа оборотов шпинделя, повышенные минутные подачи и повышенную мощность электродвигателя. Конструкция фрезерных станков для скоростного фрезерования должна обеспечивать жесткость станка, так как повышение скорости резания увеличивает опасность возникновения вибраций. Особое внимание следует уделять жесткости шпинделя и его опор, консоли и стола. Для повышения стойкости фрез и предупреждения выкрашивания твердосплавных зубьев “должна быть исключена возможность выключения вращения шпинделя до выключения подачи. Желательно, чтобы механизм коробки подач имел предохранительное устройство на случай перегрузки, обеспечивающее выключение подачи при вращающемся шпинделе. Для обеспечения более плавной работы фрезы желательно установить маховик на шпинделе станка или оправке фрезы, так как вследствие большого шага зубьев твердосплавных фрез усилие резания резко колеблется. При установке маховика должно быть также предусмотрено наличие тормоза. Для применения при скоростном резании фрезерования по подаче (при работе с дисковыми и цилиндрическими фрезами) в механизме подачи стола должно быть предусмотрено компенсирующее устройство для устранения зазора между гайкой и ходовым винтом. Станки для скоростного фрезерования должны иметь предохранительные устройства для защиты рабочего от стружки и отвода стружки во время работы станка. Широкое внедрение твердосплавного инструмента на машиностроительных предприятиях показало возможность применения рациональных режимов резания при работе твердосплавным инструментом на большинстве имеющихся фрезерных станков более раннего выпуска, в ряде случаев практически без модернизации, а в подавляющем большинстве случаев с незначительной модернизацией. Примеры модернизации отечественных станков Консоль является наиболее слабым звеном станка по жесткости. Жесткость консоли повышается при наличии зажимов на направляющих. При отсутствии подобных зажимов их следует устанавливать при модернизации станка. Для обеспечения большей жесткости применяют дополнительные связи консоли с основанием (поддерживающие стойки), которые могут быть самой разнообразной конструкции. На рис. 1 дан общий вид поддерживающей стойки к консоли фрезерного станка типа 6Б12 или 6Г82, предложенной и осуществленной на ленинградском Кировском заводе. Стойка состоит из плиты, прикрепленной болтами к консоли станка, и угольника, прикрепленного к основанию станка восемью винтами. Плита скрепляется с угольником при помощи двух болтов с гайками, которые должны быть отпущены при установке консоли по высоте. При затянутых гайках обеспечивается жесткое соединение консоли с основанием станка. Установка поддерживающей стойки значительно повышает жесткость станка и позволяет использовать существующие консольно-фрезерные станки для более тяжелых работ. Хобот влияет на жесткбсть стайка. Для увеличения жесткости применяют дополнительные связи хобота с консолью, так называемые поддержки. Обычные поддержки, поставляемые вместе со станком, увеличивают жесткость хобота, поэтому необходимо в первую очередь стараться применить стандартные поддержки, а в случае их недостаточной жесткости для данной работы применить дополнительные связи.
Рис. 1. Поддерживающая стойка к консоли фрезерного станка 6Г82
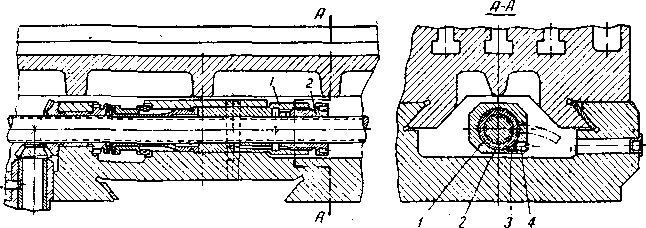
Установка маховиков является важным мероприятием при модернизации фрезерных станков для предохранения от выкрашивания твердосплавных пластинок и устранения вибраций. На ленинградском Кировском заводе все фрезерные станки, переведены на скоростные режимы, оборудованы маховиками из стали марки 45, диаметром 360 мм и шириной 90 мм; вес такого маховика около 40 кг. При работе наборами фрез на горизонтально-фрезерных станках маховики монтируются не на шпинделе, а на оправке. Фрезерные станки 6Н81, 6Н81Г, 6Н11 имеют маховик, посаженный на шпиндель. Компенсирующая гайка на винте продольной подачи стола для выборки зазора (люфта) имеет большое значение для обеспечения равномерной подачи стола. На всех консольнофрезерных станках, переводимых на скоростное фрезерование, необходимо смонтировать компенсирующие гайки. Конструкция гайки, предложенная ЭНИМС с успехом применяется на заводах. В корпус длинной гайки, надетой на ходовой винт и запрессованной в столе станка, ввинчена компенсирующая гайка, также надетая на ходовой винт. В торце гайки имеется восемь отверстий диаметром 6 мм под торцовый ключ. При повороте с помощью ключа компенсирующей гайки она перемещает гайку, выбирая тем самым зазор между нею и ходовым винтом. Фиксация отрегулированной компенсирующей гайки производится сухарем 3 с помощью винта.
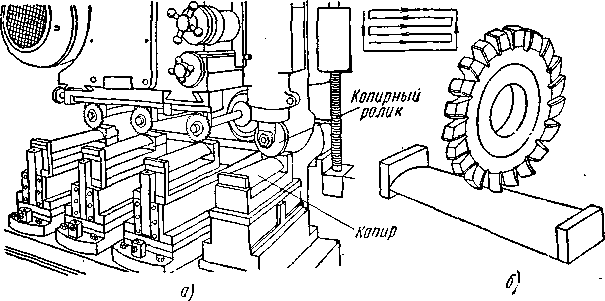
Рис. 2. Связи консоли с хоботом:
а — обычные поддержки, б — цилиндрическая стойка, в — фигурная стойка
Рис. 3. Компенсирующая гайка ходового винта продольной подачи стола
Установка ограждений Скоростное фрезерование сопровождается обильным выбрасыванием раскаленной стружки, представляющей серьезную опасность для фрезеровщика. При скоростном фрезеровании стали стружка не завивается в такой плотный виток, как при обычном фрезеровании. Вследствие этого одинаковое весовое количество снятого металла при скоростном фрезеровании составляет значительно больший объем, чем при обычном фрезеровании. Для защиты от стружки скоростные фрезерные станки должны иметь ограждение. Конструкции ограждений весьма разнообразны. В качестве примера на рис. 320 дан общий вид ограждения вертикально-фрезерного станка, предложенного работниками ленинградского института охраны труда ВЦСПС совместно с работниками ленинградского Кировского завода и внедренного в производство.
Рис. 4. Ограждение вертикально-фрезерного станка
Передняя часть ограждения состоит из четырех складывающихся створок, передвигающихся на двух верхних роликах по круглой направляющей. Филенки створок изготовлены из органического стекла. Боковые стенки и задние щитки изготовлены из листовой стали, но при необходимости их можно снабдить прозрачными филенками. Дверцу ограждения фрезеровщик открывает левой рукой за рукоятку. Фреза и обрабатываемая заготовка освещаются двумя светильниками, встроенными в конструкцию ограждения и расположенными на внутренней стороне боковых стенок. Светильники смонтированы на кронштейнах, благодаря чему их можно располагать так, чтобы свет падал на фрезу и обрабатываемую заготовку. Реклама:Читать далее:Проверка точности фрезерных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|