|
|
Категория:
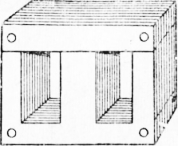
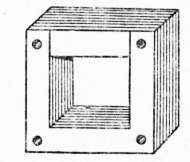
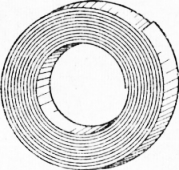
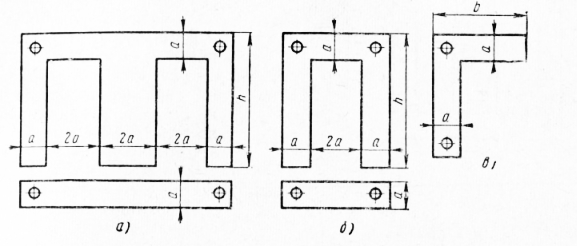
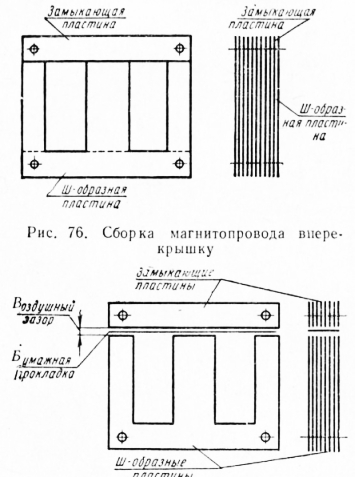
Производство радиоаппаратуры В низкочастотных трансформаторах и дросселях применяют маг-нитопроводы трех типов: броневые, стержневые и тороидальные. Броневые магнитопроводы особенно широко применяют в трансформаторах малого и среднего размеров. Достоинства этих магнитопроводов: необходимость только одной катушки; высокий коэффициент заполнения обмотки проводом; частичная защита обмотки от механических повреждений ярмом. В стержневых магнито-проводах каждый стержень несет половину обмотки. Эти магнитопроводы в основном применяют в мощных трансформаторах. Их достоинства: большая поверхность охлаждения обмотки; малая индуктивность рассеивания вследствие половинного числа витков на каждой катушке и меньшей толщины обмотки; меньший расход обмоточного провода и значительно меньшая чувствительность к внешним магнитным полям. Тороидальные магнитопроводы обладают рядом преимуществ перед броневыми и стержневыми. Они имеют вид ленточной спирали без воздушных зазоров, и магнитный поток в них характеризуется большой индукцией. Это позволяет уменьшить размеры и вес сердечника. Распределение обмотки по всей длине магнитопровода уменьшает длину витков и вес меди, а также улучшает условия охлаждения трансформаторов. В спиральном магнитопроводе почти полностью отсутствует рассеивание, что позволяет расширить частотный диапазон трансформаторов, не увеличивая нелинейные и фазовые искажения. Трансформаторы с тороидальными сердечниками независимо от направления внешних магнитных полей мало чувствительны к ним. Низкочастотные магнитопроводы по своей конструкции могут быть пластинчатыми и ленточными. Пластинчатые магнитопроводы. Форма пластин сердечников оппеделяется типом низкочастотных магнитопроводов. Для магни-топроводов броневого типа применяют Ш-образные и соответствующие им замыкающие пластины. Для сердечников стержневого типа используют П-образные и соответствующие им замыкающие пластины. Этот тип сердечников можно собирать также из Г-образных пластин.
Рис. 1. Броневой маг-нитопровод
Рис. 2. Стержневой магнитопровод
Рис. 3. Тороидальный магнитопровод
Пластины магнитопровода штампуют из полосового материала на прессах. Прессы оснащают устройствами для автоматической подачи материала, а также для автоматического удаления и сборки отштампованных пластин. На ряде заводов применяют быстроходные прессы-автоматы.
Рис. 4. Формы пластин низкочастотных магнитопроводов:
а — Ш образная и замыкающая пластины для сердечника броневого типа, б —П-образная и замыкающая пластины для сердечника стержневого типа, в — Г-образная пластина для сердечника стержневого типа
При штамповке-вырубке на пластинах образуются заусенцы, что в дальнейшем может привести к короткому замыканию отдельных пластин и пакета в целом. Заусенцы уменьшают также коэффициент заполнения магнитной цепи. Применяют несколько способов снятия заусенцев: шлифовку, вальцовку, электрополировку. В результате штамповки-вырубки пластины магнитопровода оказываются деформированными, что также ухудшает магнитные свойства цепи. Кроме того, неровности пластин резко снижают электрическую прочность изоляции при стягивании магнитопровода. Поэтому пластины необходимо править. Правку выполняют, пропуская отштампованные пластины через специальные вальцы, или на эксцентриковых прессах при помощи штампа с плоскими шлифовальными рабочими частями. В результате штамповки-вырубки пластин магнитопровода изменяется структура магнитного материала: материал наклёпывается. Изменение структуры ярко выражено по периметру детали. Ширина наклепанной зоны находится в пределах 0,4—4 мм в зависимости от величины зазора режущих кромок штампа и их затуплен-ности. Правка пластин также приводит к изменению структуры материала, причем материал наклёпывается в объеме пластин. Наклеп вредно сказывается на магнитных свойствах материала; уменьшает магнитную проницаемость, увеличивает коэрцитивную силу и изменяет форму петли гистерезиса. Чтобы устранить наклеп, пластины отжигают. Для уменьшения вихревых токов пластины магнитопроводов изолируют друг от друга В качестве изоляции может служить оксидная пленка, образуемая в процессе отжига пластин; распространенным способом является лакировка пластин. Фосфатирование пластин обеспечивает более высокие электроизоляционные свойства, чем лакировка; механическая прочность на продавливание у фосфатного слоя значительно выше, чем у лакового. Пластины магнитопровода, поступающие на сборку, должны быть гладкими, без заусенцев и иметь изоляцию. Качество пластин в большей степени определяет коэффициент заполнения магнитной цепи. Стягивают пластины магнитопровода специальными крепежными элементами. Различают два способа сборки магнитопроводов: вперекрышку и встык. Сборку встык применяют, когда необходимо иметь воздушный зазор в маг-нитопроводе, например в дросселях. Величину воздушного зазора регулируют количеством бумажных прокладок между пластинами. Для повышения коэффициента заполнения магнитной цепи пакет пластин в процессе сборки подвергают обжатию с определенным усилием, действующим в плоскости, перпендикулярной плоскости пластин. Сжатие магнитной цепи вызывает изменение как магнитных, так и электрических характеристик магнитопровода: уменьшается электрическое сопротивление, падает магнитная проницаемость, растут потери на вихревые токи и гистерезис.
Рис. 5. Сборка магнитопровода встык
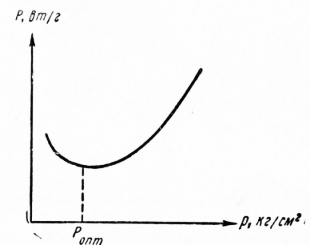
Как видно из рис. 7, чрезмерное увеличение или понижение усилия стягивания Р нежелательно. В этом случае наблюдается увеличение общих потерь магнитной цепи.
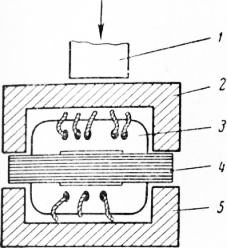
Рис. 6. Схема обжатия сердечника на прессе:
1 — пресс, 2 —верхняя обжимка, 3 — катушка, 4 — сердечник, 5— нижняя обжимка
Рис. 7. Зависимость общих потерь в магнитной цепи от усилия стягивания
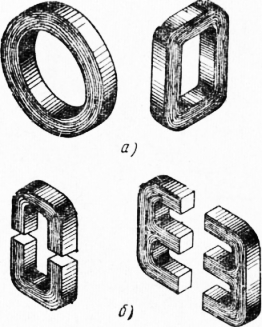
Однако при дальнейшем увеличении усилия стягивания возможно возрастание общих потерь из-за изменения потерь на вихревые токи и на перемагничивание. Потери на вихревые токи возрастают, так как разрушается изоляционная пленка и увеличиваются точки соприкосновения поверхностей пластин: электрическое сопротивление пакета магнитопровода резко падает. Изменение потерь на перемагничивание при стягивании пакета пластин обусловлено изменением при этом процессе магнитных свойств материалов. Суммарные потери (на перемагничивание, вихревые токи и рассеивание), возникающие в процессе стягивания сердечника, зависят от величины этого усилия и в общем случае могут иметь вид, показанный на рис. 7. Оптимальное усилие стягивания, соответствующее минимальным потерям, выбирают в зависимости от марки материала пластин. Кроме того, при выборе усилия стягивания необходимо учитывать изменение прямоугольности гистерезисной петли материала и тока холостого хода, а также изменение электрического сопротивления пакета магнитопровода. Оптимальное усилие стягивания магнитной цепи зависит также от рабочей частоты. Из вышесказанного следует, что оптимальное усилие стягивания пакета при сборке магиитопроводов должно определяться в процессе обработки технологии в каждом отдельном случае экспериментально. Ленточные магнитопроводы. Форма ленточного магнитопровода в зависимости от его назначения может быть тороидальная, квадратная, прямоугольная, С-образная и Е-образная (рис. 8). Ленточные магнитопроводы делятся на две группы — витые и гнутые. Витые ленточные магнитопроводы бывают неразрезные и разрезные. Неразрезные имеют лучшие магнитные характеристики, чем разрезные, так как в последних неизбежны воздушный зазор и частичное замыкание торцов. Недостатками неразрезных магиитопроводов является сложность и большая трудоемкость намоточных работ и сравнительно малый коэффициент заполнения окна сердечника. Катушки разрезных ленточных магиитопроводов можно изготовлять на обычных намоточных станках. Витые ленточные сердечники изготовляют навивкой ленточного магнитного материала на специальных станках. Форму магнито-проводу придают обычно с помощью специальных приспособлений (оправок), укрепляемых на шпинделе намоточного станка. Торцы разрезных магиитопроводов тщательно шлифуют. В месте стыка двух половин сердечника стремятся получить минимальный воздушный промежуток (до 5 мкм). Рассмотрим характерные особенности технологии изготовления витых ленточных сердечников. Материал, предназначенный для изготовления ленты витого сердечника, промывают в бензине, чтобы удалить с него механические загрязнения. Затем его разрезают многодисковыми ножницами на ленты необходимой ширины. Ленту еще раз очищают: пропускают при помощи системы направляющих роликов между абразивными брусками или стальными калеными роликами, а затем через очистители с фетровыми губками и две ванны для обезжиривания, одна из которых заполнена бензином, а другая — ацетоном. Хорошие результаты дает ультразвуковая промывка ленты.
Рис. 8. Формы ленточных магиитопроводов:
а — витые (тороидальный и прямоуголь ный), б —гнутые (С-образный и Е-образ ный)
Обезжиривать и очищать ленту необходимо, чтобы нанести прочный изоляционный слой. При плохой изоляции магнитопровода бу-дут появляться короткозамкнутые витки и, следовательно, возрастут потери на вихревые токи. Междувитковую изоляцию наносят на ленту в процессе навивки магнитолроводов несколькими способами. Широко распространен электрофорезный способ. Для нанесения межвитковой изоляции на ленточные сердечники способом электрофореза применяют суспензный раствор кремниевой кислоты в ацетоне, суспензный раствор окиси магния в четыреххлористом углероде, раствор каолина в воде и некоторые другие составы. Сущность электрофорезного способа состоит в том, что при наличии разности потенциалов в суспензии, в которой частички порошка находятся во взвешенном состоянии и имеют определенный заряд вследствие различных значений диэлектрической проницаемости жидкости и порошка, наблюдается движение частичек к электроду и осаждение их на его поверхности. В данном случае этим электродом является лента магнитопровода. Применяя суспензию кремниевой кислоты в ацетоне, можно получить толщину изоляционного покрытия, равную 5—10 мкм. После нанесения межвитковой изоляции магнитопроводы проходят термическую обработку — отжиг. В результате отжига индукция магнитопроводов повышается примерно в два раза. Наилучшие результаты дает отжиг в вакууме. По своей конструкции витой магнитопровод должен быть достаточно жестким, чтобы обеспечить надежное крепление трансформатора или дросселя. Деформация магнитопровода влечет за собой появление наклепа, что снижает индукцию трансформаторной стали. Кроме того, сердечник должен быть защищен от влаги. Чтобы придать жесткость и влагостойкость магнитопроводу, его подвергают пропитке. Для пропитки применяют клей ВФ-4, лак 321 и другие пропиточные материалы. Разрезание магнитопроводов — это одна из самых ответственных операций. Неправильное разрезание может привести к изменению электромагнитных свойств магнитопроводов в результате образования короткозамыкающего слоя, направленного внутрь сердечника с измененной кристаллической структурой, что приведет к появлению вихревых токов. Магнитопроводы разрезают различными способами: фрезерованием, абразивами, электроискровым и др. После разрезания на торцах магнитопроводов остаются неровности, которые приводят к образованию зазоров при сборке двух половин сердечников. Для Уменьшения зазоров торцы шлифуют. У изготовленных магнитопроводов проверяют величину потерь (на гистерезис, рассеивание и вихревые токи), а также величину индукции, магнитной проницаемости и ток холостого хода. Гнутые ленточные магнитопроводы изготовляют методом гибки. Отрезки ленты различной длины, покрытые изоляционным слоем, собирают в определенном порядке в пакет, который затем изгибают в специальном приспособлении, термо-обрабатывают, шлифуют.
Рис. 9. Пакет заготовок магнитопровода
Рис. 10. Гнутый магнитопровод
Технологический процесс изготовления гнутых ленточных магнитопроводов сравнительно легко поддается механизации. Реклама:Читать далее:Высокочастотные магнитопроводыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|