|
|
Категория:
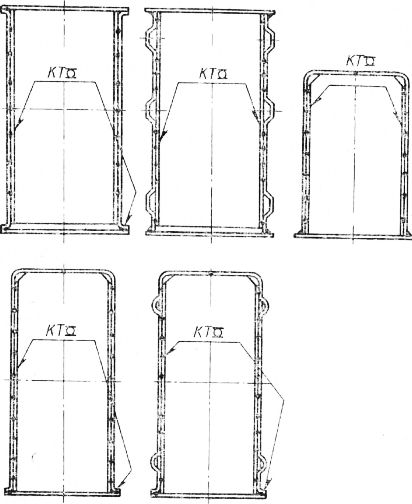
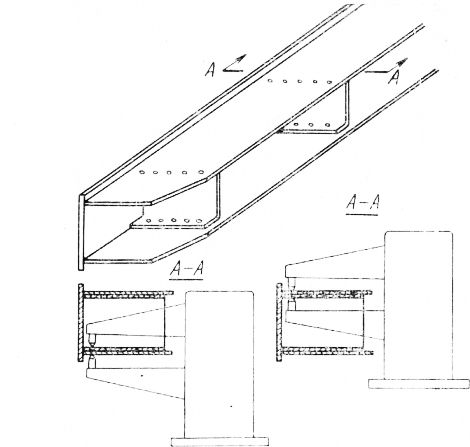
Алюминиевые сплавы Пониженная устойчивость элементов из алюминиевых сплавов, вызываемая низким модулем продольной упругости, требует особого внимания к устранению деформаций конструкции в процессе производства. Высокая стоимость алюминиевых сплавов заставляет особенно заботиться о применении в конструкции рациональных профилей металла, в частности гнутых профилей и штампованных элементов. Поэтому технологичность конструкций из алюминиевых сплавов должна обеспечиваться с возможной полнотой с самого начала проектирования, путем предварительной разработки и оценки эскизных вариантов отдельных узлов. Известны основные рекомендации, обеспечивающие технологичность конструкции при ее проектировании: В качестве примера секционной сборки можно привести приварку предварительно изготовленных площадок к крановым мостам вместо последовательной приварки отдельных элементов площадок к главным балкам. Приварка готовых, жестких площадок к мосту целесообразно перемещает центр тяжести всей конструкции. Сварные швы располагаются ближе к новому центру тяжести конструкции, и деформации при их выполнении значительно сокращаются. Этот и другие приемы уменьшения деформаций были обоснованы теоретическими расчетами и внедрены в производство при изготовлении кранов на заводе им. С. М. Кирова (г. Ленинград) в результате работы, выполненной совместно с заводом бригадой под руководством проф. Н. О. Окерблома. Особое значение для производства конструкций из алюминиевых сплавов имеет применение гнутых профилей и штампованных листов, о чем говорилось выше, а также в перспективе — соединение свариваемых элементов методом точечной сварки. Остановимся на этом методе более подробно. Контактная точечная сварка в несущих металлоконструкциях подъемно-транспортных машин пока не применяется. Это частично объясняется отсутствием специализированных машин, хотя по мощности и свариваемым толщинам металла наша промышленность выпускает самые’ разнообразные контактно-сварочные машины. Из зарубежного опыта известно, что строительные металлоконструкции больших габаритов, длиной до 20—30 м и с толщинами листов до 20 мм, выполняются на контактной сварке стационарными или переносными точечными машинами. При этом обеспечивается высокая производительность и минимальные деформации элементов конструкции. Приведенные на рис. 98 сечения главных и концевых балок позволяют максимально применить точечную сварку при выполнении конструкций как из стали, так и из алюминиевых сплавов. Отпадает необходимость производить сварку в неудобном положении и негигиеничных условиях труда внутри балок. ВНИИПТМАШем ведутся работы по приварке диафрагм в стальных мостах кранов (грузоподъемностью 5—50 т) снаружи дуговой точечной сваркой в среде углекислого газа (электрозаклепками) путем сквозного проплавления вертикальной стенки и частичного проплавления отбортованных диафрагм. Однако в стальных конструкциях сварку электрозаклепками диафрагм с вертикальными листами балок кранов можно рассматривать лишь как временное мероприятие. В дальнейшем сварка электрозаклепками в открытых сечениях должна будет заменяться точечной контактной сваркой, осуществляемой на стационарных или на переносных машинах. На рис. 99 показаны некоторые возможные варианты приварки отбортованных диафрагм и вертикальных листов крановых балок контактной точечной сваркой. Как видно из рисунка, имеется возможность приварки диафрагм к двум стенкам без поворота балки. В настоящее время приварка диафрагм к вертикальным стенкам выполняется с поворотом балок на 180°. При приварке диафрагм электрозаклепками поворот балок также необходим.
Рис. 1. Примерные сечения балок с применением контактной точечной сварки
Рис. 2. Некоторые возможные варианты приварки внутренних диафрагм контактной точечной сваркой Контактная сварка, примененная частично в процессе сборки, может заменить прихватку дуговой сваркой на диафрагмах с вертикальными стенками. Точечная контактная сварка особенно рациональна в решетчатых конструкциях, где применение автоматической или полуавтоматической сварки менее целесообразно из-за небольшой протяженности швов. Для ускорения внедрения прогрессивных методов сварки при производстве конструкций из алюминиевых сплавов необходимо уже сейчас разрабатывать варианты конструкций, ориентируясь на применение прогрессивных технологических процессов. Реклама:Читать далее:Сварка электрозаклепками с применением реле времениСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|