|
|
Категория:
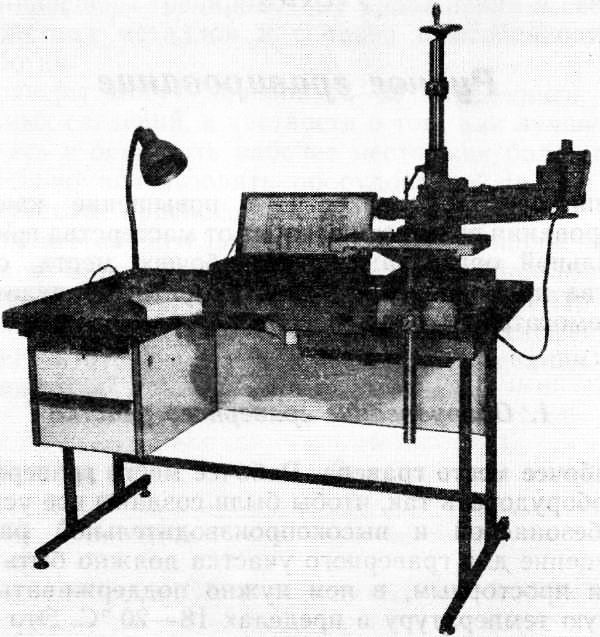
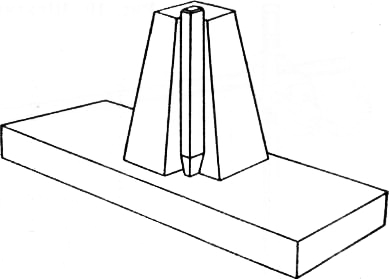
Граверное дело Далее: Материалы для гравирования Рабочее место гравера. Рабочее место гравера следует оборудовать так, чтобы были созданы все условия для безопасной и высокопроизводительной работы. Помещение для граверного участка должно быть светлым и просторным, в нем нужно поддерживать постоянную температуру в пределах 18—20 °С. Это необходимо для нормальной и продуктивной работы при ручном гравировании, а также для точной работы делительных машин, находящихся на граверном участке. В противном случае возникающие неравномерные линейные расширения значительно снизят качество работы, выполняемой на делительных машинах. На участке устанавливают ряд станков. Обычно это малогабаритный вертикально-фрезерный станок для удаления больших объемов металла, настольный сверлильный станок, малогабаритный пресс для клеймения. Необходимы также переносная электрическая бормашина с набором абразивного и фрезерного инструмента для выборки углублений и выемок в пресс-формах и штампах в труднодоступных местах и станки с пантографами всевозможных систем, позволяющие производить плоскостные и объемные граверные работы. Рабочие столы для граверов устанавливают у окон южной или юго-западной стороны. Рабочий стол должен быть прочным и массивным. Обычно его изготовляют из сосновых брусьев сечением 120X120 мм (150Х X150 мм) или стальных труб диаметром 40—50 мм, а верхнюю часть стола (столешницу) — из древесины твердых пород толщиной 50—60 мм; ее покрывают линолеумом.
Рис. 1. Рабочий стол гравера Наиболее удобная конструкция граверного стола изображена на рис. 1. Столешница с трех сторон имеет бортик для предотвращения падения инструмента и деталей на пол. В центральной части стола сделан дуговой вырез: локти гравера в процессе работы имеют опору, придающую рукам устойчивость и твердость. В дуговом вырезе стола выполнены выдвижные поролоновые подлокотники панельного типа, в значительной степени снижающие утомляемость гравера при выполнении длительных заданий. С левой стороны стол снабжен тремя выдвижными ящиками для инструмента и малогабаритными поворотными тисками, с правой устанавливают настольный пантограф. Для выполнения мелких и точных граверных работ двух-, трех- многоместные граверные столы применять не рекомендуется, так как из-за разнообразия выполняемых одновременно операций значительно снижается производительность труда и ухудшается качество работы. Например, один гравер гравирует сложное точное клеймо (эта работа не допускает ни малейшего дрожания стола), а другой вырубает фон какого-либо штампа, набивает шильдики или работает напильником, производя грубую обдирку пуансона, что вызывает вибрацию и сотрясение стола. Одновременное выполнение этих операций на общем верстаке вредит точности выполняемой работы. Стул гравера обычно изготавливают трехножным, с винтовым подъемом и круглым твердым сиденьем, углубленным в центре; регулировка высоты сиденья необходима для удобства выполнения всевозможных производственных заданий, так как детали могут иметь различную высоту. При выполнении мелких и сложных граверных работ общего освещения бывает недостаточно, поэтому каждое рабочее место должно быть оснащено переносной электрической лампой с гибким шлангом. Рабочее место гравера нужно организовать так, чтобы не приходилось тратить много времени на подбор инструмента. Редко применяемый инструмент должен храниться в инструментальной кладовой, а часто применяемый — на рабочем месте. Не менее важно правильно разместить инструмент на рабочем столе. В каждом отдельном случае (в зависимости от характера работы) подбирают штихели и другие инструменты, необходимые для выполнения данной работы. Инструменты, которыми гравер пользуется чаще, должны быть расположены ближе к нему, используемые реже — дальше. Хранить инструмент следует в ящике стола в специальных деревянных ящичках, чтобы он не пор тился. После работы инструмент необходимо смазывать тонким слоем вазелина. На граверном участке, имеющем кругло- и продольноделительные машины, не разрешается устанавливать механические точила, так как выделяющаяся во время правки штихелей и другого инструмента мелкая наждачная пыль вредит точности работы таких станков. Граверный инструмент. Основным видом режущего инструмента при ручном гравировании являются штихели. Они различаются по форме и по размерам поперечного сечения. Каждому размеру сечения соответствует определенный номер штихеля, причем чем больше площадь поперечного сечения, тем больше номер. Штихели изготовляют из легированной стали ХВ5 или Х05, инструментальной стали У12А, стали У8 и др. Особенно износоустойчивы штихели, полученные из обойм шариковых подшипников.
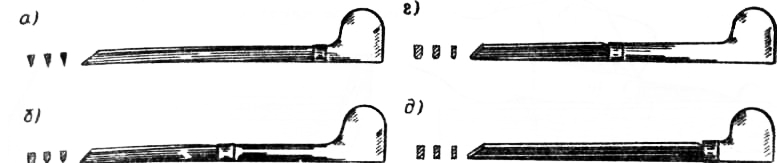
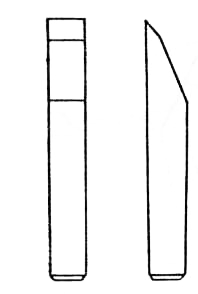
Рис. 2. Штихель с ручкой Важным качеством штихеля является стойкость его рабочей части. Необходимо, чтобы штихель не боялся ударов и изгибов, чтобы его режущая кромка не деформировалась и не крошилась в процессе гравирования. По мере изнашивания режущей кромки штихель перезатачивают, что уменьшает его длину. Гравировать укороченным штихелем трудно. Применяя ручки различной длины, можно компенсировать изнашивание штихеля и пользоваться им почти до полного его износа. Нормальный набор штихелей состоит из 60— 80 шт. по 10—16 шт. каждого профиля; в набор входят и специальные штихели. На рис. 2 показан обычный штихель с грибовидной деревянной ручкой, на конце которой плотно насажено латунное кольцо, предохраняющее ее от раскалывания. Снизу ручка срезается вровень с рабочей частью штихеля, так как при работе штихель располагается под небольшим углом относительно гравируемой плоскости и выступающая часть ручки может мешать при работе, в особенности если деталь имеет большую рабочую площадь. В зависимости от формы сечения штихели делятся на мессерштихели, шпицштихели, фляхштихели, боль-штихели и шатирштихели. Мессерштихель (прорезной) — самый тонкий из всех штихелей. Мессерштихель нулевого номера в сечении представляет собой треугольник с острым углом режущей кромки и основанием 2,5 мм, что обеспечивает необходимую жесткость и прочность его конструкции. Мессерштихель применяется для нанесения тонких и глубоких линий (штрихов) при гравировании небольших изделий (клейм).
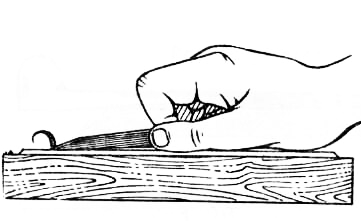
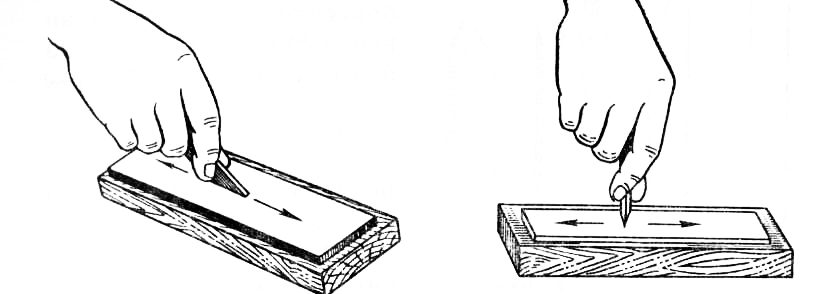
Рис. 3. Основные виды штихелей с ручками и профили их сечений Шпицштихель (заостренный) является наиболее необходимым из всех штихелей. Его применяют при любой ручной работе: наметке, разметке, нанесении контура рисунка, подрезании острых углов и т. д. Фляхштихель, имеющий плоское лезвие, используют для гравирования плоских линий и удаления материала с площади между строчками, буквами, с углубленного поля на рисунках, а также с поля в буквах прямоугольной и квадратной формы. Болыитихель (радиусный) снабжен полукруглой режущей кромкой. Применяют его там, где требуется круглое или закругленное углубление: при гравировании всех букв, цифр и других знаков, имеющих круглые, овальные и полукруглые формы, например в буквах О, В, Э, Ф. Шатирштихель (зубчатый) благодаря канавкам, расположенным на нижней плоскости, обладает пилообразной режущей кромкой, что дает возможность за один рабочий проход получить одновременно ряд параллельных штрихов, в то время как шпицштихелем каждый штрих надо было бы гравировать отдельно. Шатирштихель применяется для нанесения теней и полутеней на рисунках, которые бывают штриховыми, полутоновыми и тоновыми. Во время работы штихель берут в правую руку так, чтобы его ручка своей тыльной частью упиралась в центр ладони. Большим и указательным пальцами он удерживается в положении, показанном на рис. 4. Большой палец правой руки упирается в гравируемую поверхность, обеспечивая правильность ведения процесса резания. Ладонь, находящаяся на ручке, и указательный палец на ребре штихеля при нажиме осуществляют движение штихеля и направляют его по линии рисунка. Левая рука в это время придерживает гравируемую деталь или приспособление с зажатой в нем деталью. При гравировании кривых линий левой рукой поворачивают деталь соответственно линии рисунка, а правой направляют штихель. Штихели и другие режущие инструменты, применяемые в граверной работе, часто затупляются, поэтому гравер должен уметь затачивать и править свой инструмент. Заточенный штихель хорошо врезается в металл и сравнительно легко повинуется нажиму правой руки, двигаясь в нужном направлении. При малейшем выкрашивании штихеля необходимо немедленно прекратить работу и заново заточить его, так как неисправный штихель может сорваться с гравируемой линии и оставить на поверхности металла глубокие царапины (так называемые зайцы). При работе тупым штихелем гравер рискует поранить левую руку, постоянно находящуюся напротив штихеля. Угол заточки штихеля зависит от твердости металла: для мягких материалов (латунь, алюминий и др.) штихель затачивают под углом 45°, а для твердых (сталь) — 60°. Приступая к правке штихелей, прежде всего производят их грубую обработку на карборундовом круге, обязательно с охлаждением, так как повышенный нагрев вызывает отпуск и уменьшение твердости и стойкости инструмента. После придания штихелю правильной конфигурации приступают к окончательной правке его на шлифовально-полировальных брусках (индия и арканзас). Шлифовально-полировальные бруски нужно содержать в чистоте. Брусок заправляют в деревянную колодку, в нижней плоскости которой закреплены стальные шипы, надежно удерживающие брусок на столе и исключающие его сдвиги при правке штихеля. Делают это для того, чтобы удобнее было затачивать штихель одной рукой, придерживая другой гравируемую деталь. Брусок при правке штихелей смачивают глицерином или керосином. Это способствует хорошей полировке режущей кромки штихеля и устраняет опасность его отпуска. Фляхштихель, больштихель и шатирштихель при заточке на бруске передвигают продольными движениями от себя, а мессерштихель и шпицштихель — справа налево и слева направо.
Рис. 4. Правильное положение штихеля в руке
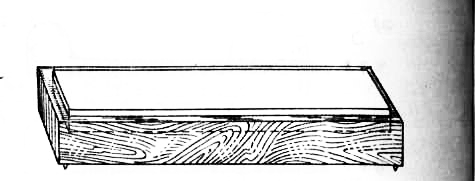
Рис. 5. Шлифовально-полировальный брусок в колодке с шипами
Рис. 6. Методы заточки штихелей Бруски для правки штихелей с течением времени срабатываются, на их рабочей поверхности образуются неровности, канавки. Правку рабочей поверхности брусков производят следующим образом. Подбирают чугунную плиту с ровной рабочей поверхностью (типа разметочной), обильно смачивают ее смесью керосина с крупным абразивным зерном и, нажимая дефектной стороной бруска на плиту, производят им круговые движения. По мере выравнивания рабочей части бруска размер зерна абразивной смеси уменьшают. Это делают до тех пор, пока не удалят все неровности и поверхность бруска не станет гладкой. Такую операцию производят обычно один-два раза в год в зависимости от степени износа абразивного бруска. Специальные профилированные зубильца имеют такое же сечение, как и штихели. Но в отличие от штихелей с деревянной ручкой затылок у них имеет плоскую рабочую поверхность. При работе зубильце направляют левой рукой, а правой наносят по его затылку короткие удары молотком. Применяют зубильца там, где приходится выбирать большие площади металла; профиль зубильца должен соответствовать форме вы-добны маленькому слесарному зубильцу с односторонней заточкой. Применение их значительно ускоряет процесс удаления больших объемов металла. Для выравнивания фона углубления используют фигурные чеканы и матики. Материалом для их изготовления служат прутки квадратной пятимиллиметровой стали У8. Затылок этих инструментов делают плоским (под удар молотка), а рабочую часть со всех четырех сторон слегка запиливают на конус. В зависимости от вида граверных работ торец рабочей части чекана или матика может быть различной конфигурации. Для работы фигурными чеканами, матиками и зеками необходим легкий молоток массой 75—100 г. Этот молоток имеет круглый расширяющийся боек, торец молотка выполнен по сфере. Молоток изготовляют из стали 45. После окончания гравирования печатей и клейм поля между строчками, буквами и прочими обозначениями обычно получаются неровными. Красивый внешний вид изделиям придают грунтовальные чеканы или матики. Заготовки для матиков обрабатывают так же, как и для фигурных чеканов, а их рабочую часть получают в результате оттиска напильника с насечкой нужного профиля или гравирования штихелем и последующей термической обработки. При изготовлении цифровых или буквенных пуансонов и клейм граверы используют еще один вид инструмента — зеки. Зеки различной формы применяют для внутренней выемки металла в буквах и цифрах. Делается зека из прутковой квадратной стали марки У8 сечением от 5 до 8 мм и длиной 60—70 мм. Рабочей части зеки гравированием придают форму внутреннего контура выемки, а боковые грани у рабочего конца опиливают. Ударная часть зеки подрезается, опиливаются кромки; после механической обработки рабочий конец зеки подвергают термообработке.
Рис. 7. Сечка
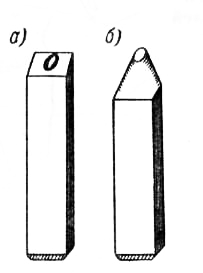
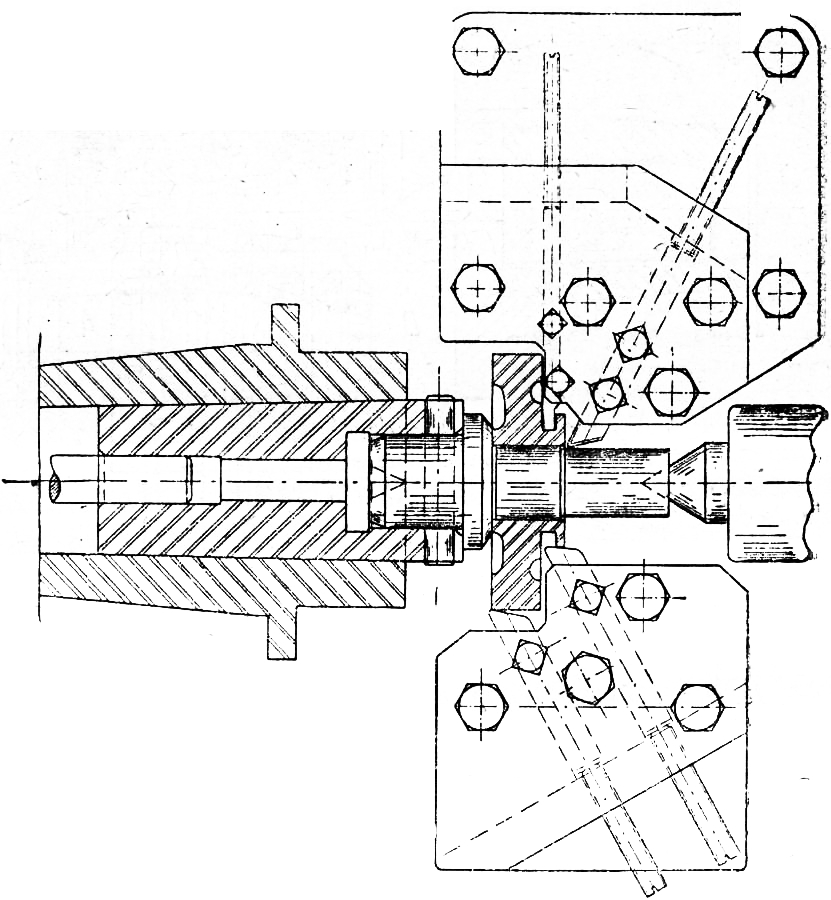
Рис. 8. Зека для буквы О Штамп — инструмент для обработки материалов давлением при пластической деформации (штамповке) заготовки. Основными элементами штампа являются пуансон и матрица. При штамповке пуансон непосредственно давит на заготовку, находящуюся на матрице. Для того чтобы цифры, буквы и другие знаки размером от 1,5 до 10 мм не гравировать вручную, на штампах, таблицах или шильдиках их набивают различными пуансонами, наборы которых граверы обычно изготовляют сами. Более крупными цифры и буквы штампуют на прессе специальными штампами. При изготовлении пуансонов для контроля перпендикулярности рабочей поверхности к оси пуансона следует пользоваться пространственным угольником. Заготовку будущего пуансона плотно прижимают рукой к внутреннему углу угольника, ставят на доводочный брусок и, прижимая его к поверхности, совершают прямолинейно-возвратные движения до тех пор, пока на рабочей поверхности пуансона не появится равномерный блеск. Отделку сложных вогнутых поверхностей производят рифлевками, представляющими собой напильники и надфили с различными радиусами изгиба, профилями и насечками разной частоты. Приспособления для гравирования. При гравировании необходимо использовать дополнительные технические средства, такие как лупы, светофильтры, конденсоры, штативы и др. Мелкая и тонкая граверная работа требует значительного напряжения зрения. Для снижения утомляемости глаз применяют конденсор — оптическую систему, собирающую лучи от источника света на предметы, рассматриваемые или проецируемые посредством оптических приборов. Конденсоры зеленого или голубого цвета устанавливают на особой подставке между лампой и гравируемой деталью и концентрируют световой луч только на поверхности обрабатываемого участка, уменьшая вредные для глаз блики от изделия.
Рис. 9. Пространственный угольник-притир, служащий для доводки пуансонов
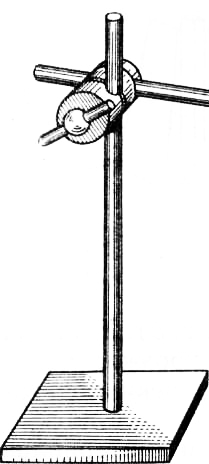
Рис. 10. Штатив с закрепленной в нем лупой В отдельных случаях, особенно при мелком гравировании, следует применять увеличительное стекло — лупу — с большим полем зрения и большим фокусным расстоянием. Независимо от диаметра, кратности и фокусного расстояния лупу закрепляют, чтобы не занимать руки гравера, в специальном штативе. Штатив — переносное приспособление, обычно в виде складной штанги для установки оптики. Его можно устанавливать в любом удобном для работы положении, а лупу в нем — под нужным углом и на нужной высоте. Деталь во время гравирования подвергается значительному давлению штихеля, поэтому для ее закрепления применяют тиски — приспособление для зажима и удержания деталей в процессе обработки или сборки. Они состоят из корпуса с двумя губками (неподвижной и подвижной), между которыми зажимается деталь. Сближение губок тисков и зажим осуществляются вращением рукоятки или эксцентрика вручную или автоматически. Наиболее распространенным зажимным приспособлением являются шаровые тиски, состоящие из шара диаметром 110 мм, в котором выфрезерован паз сечением 50X50 мм. С правой стороны шара имеется отверстие, куда ввернут зажимной винт с круглой головкой и отверстием для штыря. В пазу шара находится приспособление, позволяющее зажимать детали различной конфигурации. Оно состоит из двух стальных пластин с двумя направляющими штифтами и пружинами, разжимающими пластины при высвобождении детали. Прокладку меняют соответственно размеру зажимаемой детали. Шаровые тиски устанавливают на специальное кожаное или брезентовое кольцо, набитое песком, или на резиновое кольцо с углублением, соответствующим профилю шара тисков. Это дает возможность под любым углом поворачивать шаровые тиски, а вместе с ними и гравируемую деталь, что особенно важно при изготовлении буквенных и цифровых пуансонов, а также различных клейм.
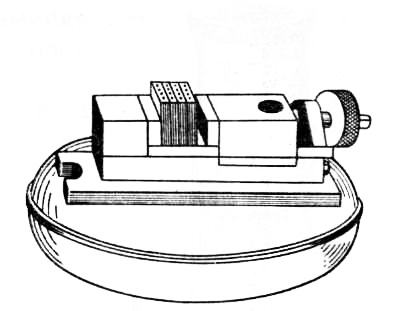
Рис. 11. Шаровые тиски на подушке Применяют также переносные тиски, которые устанавливают на кожаную подушку, плотно набитую песком, благодаря чему тиски с гравируемой деталью имеют устойчивое положение. Такая подушка хорошо поглощает звук, если в процессе гравирования приходится производить удары. Переносные тиски широко применяются при механическом гравировании. Для изготовления круглой или кольцевой подушки вырезают два кожаных круга или кольца, распаривают в теплой воде и в мокром виде сшивают их вместе, оставляя при этом небольшое отверстие, через которое засыпают мелкий просеянный и прокаленный песок. Затем отверстие зашивают. После высыхания кожа сильно сжимается и подушка приобретает необходимую плотность и эластичность. Кроме описанных выше приспособлений для закрепления гравируемых деталей применяют также деревянные колодки. Они представляют собой прямоугольник размерами 80X 80X 120 мм или цилиндр диаметром 80 мм и высотой 110 мм, на поверхность которых наплавляют слой сургуча толщиной 5 мм, разравниваемый затем в горячем виде. Деталь нагревают до 100— 120 °С и прикладывают к слою сургуча: пластина как бы вплавляется в сургуч и после остывания остается прочно закрепленной на колодке.
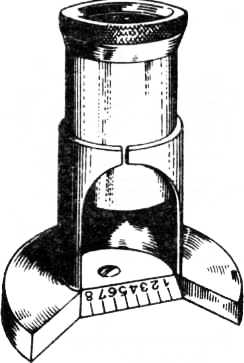
Рис. 12. Переносные тиски на подушке Для нормальной работы граверу необходим набор контрольно-измерительного инструмента, в который входят штангенциркуль, обычный циркуль с острыми ножками, слесарный угольник, стальная масштабная линейка длиной 250—300 мм, транспортир и чертежный угольник. Если же необходимо замерить мелкие знаки с большой точностью, то пользуются лупой с измерительной шкалой, цена деления которой равна 0,1 мм. Это практически дает точность отсчета 0,05 мм. Длина всей измерительной шкалы лупы равна 8—10 мм. Штангенциркуль состоит из двух губок: одна неподвижно соединена с масштабной линейкой, а вторая скользит вдоль нее и снабжена нониусом. Он служит для отсчета долей миллиметра. Шкала нониуса длиной 19 мм разделена на десять равных частей. Следовательно, одно деление нониуса составляет 1,9 мм, т. е. оно короче расстояния между каждыми двумя делениями линейки на 0,1 мм. Если вплотную сомкнуть ножки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до второго штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до четвертого штриха линейки на 0,2 мм и т. д. Десятый штрих нониуса будет совпадать с 19-м штрихом линейки. Если сдвинуть рамку таким образом, чтобы первый штрих нониуса совпал со вторым штрихом линейки, то между ножками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха с четвертым штрихом линейки зазор между ножками составит уже 0,2 мм, при совпадении третьего штриха с шестым штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадает с каким-либо штрихом линейки, показывает число десятых долей миллиметра, на которое нулевой штрих нониуса отошел от целого числа миллиметров.
Рис. 13. Лупа с измерительной шкалой Штангенциркуль с ценой деления 0,02 мм имеет нониус, шкала которого длиной 49 мм разделена на 50 равных частей. Цена деления нониуса равна 0,98 мм, а так как линейка имеет цену деления 1 мм, то точность отсчета составит разность цены деления линейки нониуса, т. е. 1—0,98 = 0,02 мм. Механическое оборудование граверного участка. Граверный участок представляет собой просторное помещение площадью 40—50 м1, с хорошим естественным и электрическим освещением. Для выполнения всевозможных граверных работ (в которые входят также и делительные работы) на участке необходим ряд станков. Особенно важны гравировальные станки с пантографами различных систем, позволяющими производить плоскостные и объемные граверные работы. Кроме того, на участке находятся высокоточные автоматические кругло- и продольноделительные машины, малогабаритный пресс для клеймения, делительные головки к станкам и другая оснастка, необходимая для производительной и качественной работы граверного участка. Там же должны быть установлены малогабаритный вертикально-фрезерный станок для неответственных работ по удалению больших объемов металла и настольный сверлильный станок. Необходима также переносная электрическая бормашина с набором абразивного и фрезерного инструмента для выборки углублений и выемок в пресс-формах и штампах в труднодоступных местах. Число специальных станков определяется выпускной мощностью граверного участка.
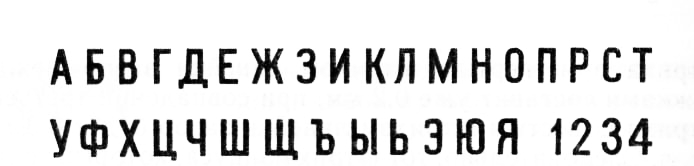
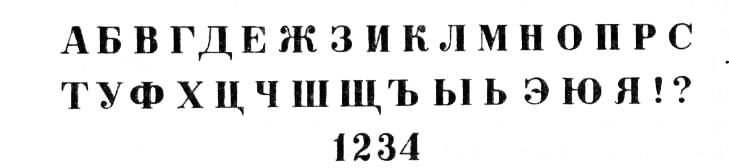
Рис. 16. Рукописный шрифт Шрифты, применяемые при гравировании. При гравировании применяют в основном брусковый, рожковый и рукописный шрифты. Поэтому гравер должен первоначально изучить построение букв и цифр этих трех шрифтов. Наиболее простой и распространенный из них — брусковый (иногда его называют палочным или ленточным). Из рис. 14 видно, что буквы этого шрифта построены из совершенно ровных, одинаковой толщины линий — брусков. С изменением ширины букв брускового шрифта в ту или другую сторону изменяется вид этого шрифта. Вторым по сложности является рожковый шрифт, показанный на рис. 15. Этот шрифт, как и брусковый, имеет несколько разновидностей. Третий, самый сложный из наиболее часто применяемых граверами шрифтов,— рукописный.
Рис. 14. Брусковый шрифт
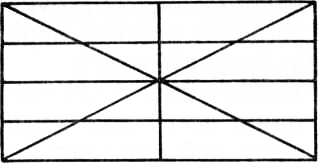
Рис. 15. Рожковый шрифт Название шрифта связано с его написанием от руки, с закруглениями и утолщениями линий от нажима пера, соединительными линиями между буквами и т. д. Каждый шрифт имеет свое назначение, например для золототиснения применяют чаще всего рожковый шрифт, для клеймения заводских деталей или шильдиков — брусковый, для надверных табличек — рукописный. Необходимо практиковаться в изображении как строчных, так и прописных букв до тех пор, пока не станет ясно, что рука натренирована в рисовании всех перечисленных шрифтов и любой из них получается каждый раз совершенно одинаковым. Написание цифр нужно изучать такими же приемами. Разметка расположения текста. Когда гравер освоил написание шрифтов и без особого труда может быстро нарисовать любые цифры и буквы, можно начинать на бумаге упражнения по размещению текста. (В данной книге речь идет в основном о производственном гравировании, поэтому в ней не даются подробные указания по созданию композиции текста, что вообще является функцией конструктора или художника.) Оригинал, получаемый гравером, представляет собой готовую композицию: в натуральную величину, если нужно перевести его на металл в масштабе 1:1, либо с указанием его рабочей площади, размеров знаков (т. е. букв и цифр) или масштаба. Но иногда граверу могут дать текст, написанный от руки или напечатанный на машинке. В этом случае гравер сам должен решить, какой вид и размер шрифта избрать и как расположить текст на гравируемой детали. Приведем следующий пример. Граверу нужно изготовить фирменную табличку к станку, где должны быть указаны название завода, город, улица, номер дома и т. д. Прежде чем приступить к разметке данного текста, следует произвести предварительную разметку таблички и найти центр. Это осуществляется путем пересечения таблички диагональными линиями. Если в тексте всего три строки, то для правильного и симметричного их расположения через центр таблички проводят горизонтальную и вертикальную линии. Верхнюю и нижнюю части таблички делят пополам горизонтальными линиями, как показано на рис. 17. Таким образом, верхняя, средняя и нижняя линии являются местом расположения трех строчек текста. Выбрав разновидность брускового шрифта и определив его размер, приступают к разметке текста на заготовке и его рисованию. На верхней строке, как правило, располагают название завода (выделив его более крупным шрифтом), на второй строке — фабричную марку станка и название города, а на третьей — номер станка и дату его выпуска. Адрес завода помещают, как правило, на четвертой строке. При разметке любого текста нужно учитывать размер заглавных и широких букв, таких как Д, М, Ш, Щ, Ы, Ю, и каждую из них считать за полтора знака. Для симметричного расположения текста число знаков в строке делят пополам; если, например, строка состоит из 16 букв, то их располагают поровну, по восемь букв с правой и с левой стороны от вертикальной центровой линии, отмеченной на табличке. Этим приемом пользуются и для всех остальных строк. Нанесение рисунка и разметка текста на металле производятся следующим образом. Сначала рисуют карандашом весь необходимый текст (с учетом всех описанных приемов, обеспечивающих правильность и симметричность его расположения), а затем производят разметку шпицштихелем или специальной разметочной иглой. Во время разметки корректируют нарисованное, а также устраняют возможность стирания карандашных линий в процессе гравирования. Копирование рисунка с оригинала и перевод его на металл. Копирование рисунка, факсимиле или другого изображения является важным звеном в граверной работе. Существуют несколько методов копирования. Самый распространенный и простой способ — следующий. Кальку или папиросную (рисовую) бумагу промасливают, проводя по всей ее площади пальцем, смоченным веретенным маслом, и после того как бумага станет максимально прозрачной, накладывают ее на оригинал. Затем тщательно закрепляют бумагу кнопками и остро заточенным мягким карандашом переводят на нее рисунок. Этот способ копирования применяется в тех случаях, когда требуется получить точную копию оригинала в зеркальном (обратном) изображении.
Рис. 17. Разметка таблички на три строки При необходимости перевода оригинала на металл в прямом изображении производят так называемое двойное копирование: сначала копируют с оригинала на папиросную бумагу, затем переворачивают ее лицевой стороной вниз и вторично обводят карандашом контур рисунка, после чего переводят его на металл. Нередко граверу приходится сталкиваться с рисунками, которые должны быть строго симметричны. Для изображения такого рисунка достаточно воспроизвести его левую или правую сторону, затем согнуть бумагу по отмеченной оси и протереть ее сверху твердым предметом. Таким образом вторая половина рисунка воспроизводится с идеальной симметричностью. Независимо от способа копирования рисунка приемы перевода его на металл всегда одинаковы. Для изготовления, например, клише на латунной пластинке, прежде чем приступить к переводу рисунка на металл, нужно лекальной проверочной линейкой проверить, насколько ровной является рабочая поверхность. Убедившись в ее хорошем качестве и отсутствии завалов, поверхность покрывают тонким слоем белой акварельной краски или цинковыми белилами, растирая их круговыми движениями пальца. После высыхания краски к пластине прикладывают папиросную бумагу с рисунком (с учетом прямого или зеркального изображения), и, накрыв ее листом плотной бумаги, протирают тыльной стороной рукоятки штихеля. Рисунок воспроизводится на металле. Остается хорошо отточенным шпицштихелем произвести разметку рисунка, т. е. его оконтуривание по переведенному графитному рисунку. Для более четкого перевода рисунка на металл существует еще один способ подготовки его поверхности. Суть его заключается в следующем: заготовку покрывают белой краской описанным выше приемом; после высыхания подогревают пластинку и прикладывают к ней кусочек чистого пчелиного воска, который, расплавляясь, растекается по всей рабочей поверхности тонким слоем. Графит с бумаги, приложенной к такой поверхности, особенно хорошо переводится, и копия рисунка получается очень отчетливой. После этого, так же как и в предыдущем способе, необходимо произвести разметку шпицштихелем.
Рис. 18. Увеличение рисунка в два раза Уменьшение и увеличение рисунка. В граверной практике нередки случаи, когда граверу приходится пользоваться оригиналом, по размерам не соответствующим требованиям заказа, т. е. когда рисунок оригинала больше или меньше требуемого в граверном исполнении и его необходимо увеличить или уменьшить. Широко применяется способ увеличения или уменьшения размера оригинала при помощи сетки. Вокруг рисунка вычерчивают карандашом рамку. Ее делят пополам по вертикали и горизонтали, а полученные четверти, в свою очередь, делят линиями на восьмушки, шестнадцатые, тридцать вторые и т. д. Для удобства увеличения или уменьшения рисунка точки делений сторон рамки, в которую заключен рисунок, нумеруют по горизонтали и вертикали цифрами. Затем на бумаге чертят подобную рамку, увеличенную или уменьшенную в нужное число раз относительно оригинала, и делят ее на такое же число клеток. После этого рисунок перерисовывают по частям, перенося поочередно изображение из каждой клетки оригинала в соответствующую клетку на бумаге. Чем больше число клеток в сетке, тем точнее получится переводимый оригинал. На рис. 18 показано изображение, увеличенное в два раза относительно оригинала. Если оригинал необходимо сохранить, рекомендуется скопировать рисунок на бумагу и построение сетки производить на копии. Геометрические построения. В процессе граверных работ довольно часто приходится производить разметку некоторых геометрических фигур. Для этого будущему граверу необходимо освоить простые геометрические построения, практикуясь сначала на бумаге.
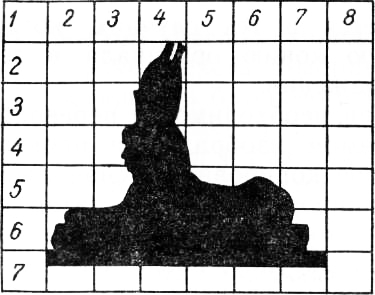
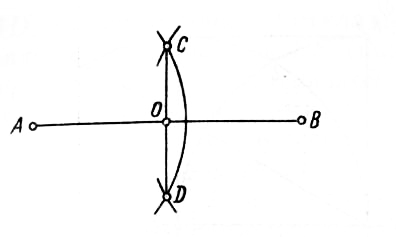
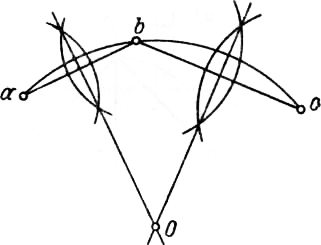
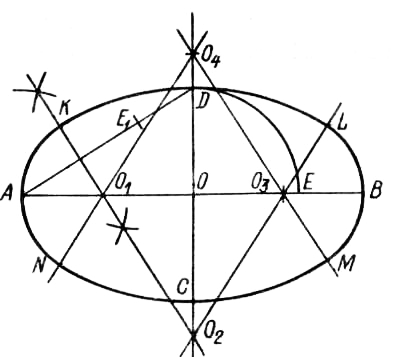
Рис. 19. Деление прямой на две равные части Деление прямой на равные части. Для симметричного расположения текстов и других изображений на заготовках надо уметь разделить прямую на две или несколько равных частей. Чтобы разделить отрезок АВ на две равные части, нужно ножку циркуля поставить в точку А и радиусом, несколько большим половины длины прямой, провести дугу CD. Затем тем же радиусом из точки В сделать засечки на дуге в точках С и D. Прямая линия, соединяющая точки С и D, перпендикулярная отрезку АВ, пересечет его в точке О и разделит на две равные части АО и ОВ. Таким же образом можно разделить пополам отрезки АО и ОВ и т. д. Нахождение цен т р а и радиуса дуги. Если на дугообразную заготовку необходимо нанести угловые деления, а центр, нужный для точной установки такой заготовки, и радиус неизвестны, то применяют следующий способ. На заданной дуге отмечают три произвольные точки а, b и с и соединяют их прямыми. Делят отрезки аЪ и be пополам и через их середины проводят перпендикулярные линии до их пересечения в точке О, которая и явится центром дуги. Расстояние от точки О до дуги будет искомым радиусом. Построение квадрата. Рассмотрим два наиболее простых способа построения квадрата. 1. Если длина стороны квадрата не задана, то прежде всего следует вычертить окружность произвольного радиуса. Точки пересечения окружности с двумя взаимно перпендикулярными диаметрами (Е, F, М и N) соединяют прямыми, в результате чего получается квадрат, диагонали которого равны диаметру окружности.
Рис. 20. Нахождение центра и радиуса дуги
Рис. 21. Построение квадрата 2. Построение квадрата по заданной длине стороны. На произвольно взятой прямой откладывают отрезок АВ, равный заданной длине L. Из точек А и В проводят дуги радиусом, равным заданной длине, которые пересекутся в точке С. Из точки С тем же радиусом делают засечку на продолжении дуги АС и получают точку D. Соединяют точку D с точкой А прямой, которая пересечет дугу ВС в точке Е. Из точки С радиусом, равным СЕ, делают засечки на продолжении дуг (в верхней части) АС и ВС и получают точки К и Т. Соединив точку А, К, Т и В прямыми линиями, получают квадрат требуемого размера.
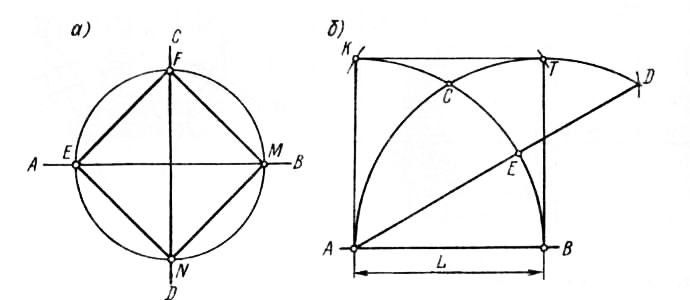
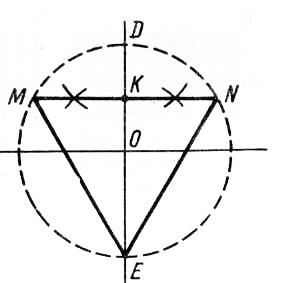
Рис. 22. Приближенное построение эллипса по заданным осям Построение треугольника в окружности. Для построения правильного треугольника, вписанного в окружность, надо разделить радиус 0D пополам и точки пересечения М и N линии деления с окружностью соединить хордами с точкой Е, в результате чего получается равносторонний треугольник EMN. Построение треугольника с заданными размерами сторон. Даны размеры всех трех сторон треугольника. Отложив на прямой одну из сторон АВ треугольника, циркулем проводят из точек А и В дуги радиусами, равными длинам Двух других сторон. Точка пересечения С будет вершиной треугольника. После проведения линий АС и СВ получится заданный треугольник.
Рис. 23. Построение треугольника, вписанного в окружность
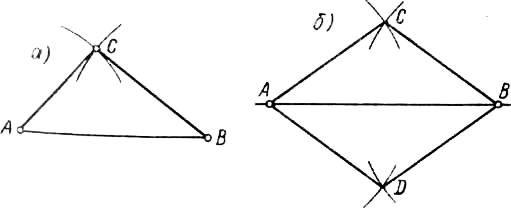
Рис. 24. Построение геометрических фигур с заданными размерами стороны: а — треугольник; б — ромб
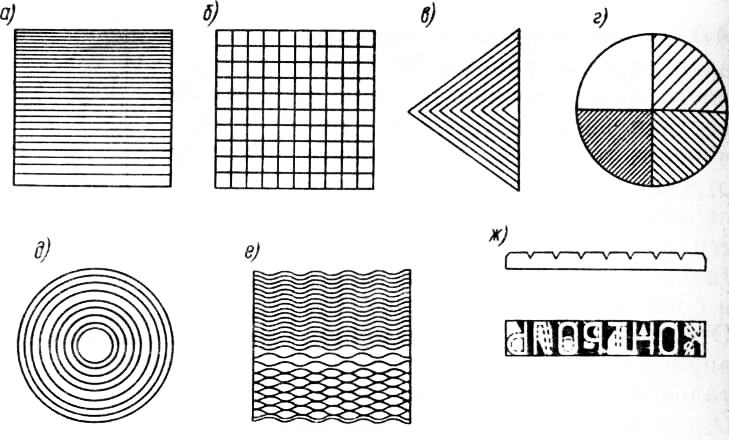
Рис. 25. Схемы для тренировочных упражнений Построение ромба. Даны сторона ромба и его большая диагональ. В этом случае ромб можно построить следующим образом. Проводят отрезок АВ, затем, поставив ножку циркуля в точку А, описывают дуги радиусом, равным стороне ромба, над линией АВ и под ней. То же делают и из точки В. Дуги пересекаются в точках С и D. Соединив точки А, В, С и D, получают ромб. Рисунки для тренировочных упражнений. Для приобретения основных навыков в гравировании штихелями необходимо проделать ряд упражнений возрастающей сложности. При дальнейшей обработке эти размеры не следует изменять, так как они являются размерами будущих букв. Гравирование ведется штихелями соответствующих профилей в зависимости от гравируемой буквы. Например, при гравировании буквы О для подрезки и закругления наружных углов применяют фляхштихель, а для выборки внутренней выемки — больштихель. Букву Н гравируют шпицштихелем и фляхштихелем, букву Р — фляхштихелем, шпицштихелем и большти-хелем. На рис. 25, ж показаны (на незаконченных буквах) характерные вырезы, присущие штихелям различных профилей, применяемых при гравировании данного слова. Реклама:Читать далее:Материалы для гравированияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|