|
|
Категория:
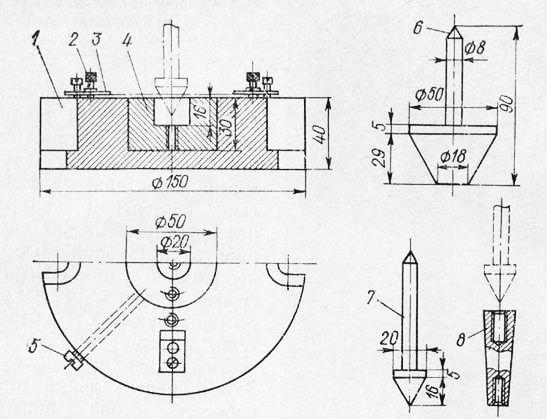
Граверное дело Приспособление для центровки круговых и дуговых шкал на станке-пантографе. Перед работой резец-фрезу устанавливают в центре заготовки будущей шкалы, а ощупывающий палец — в центре копира. Заготовки для круговых и дуговых шкал поступают на граверный участок с различными центровыми отверстиями, поэтому для них в каждом отдельном случае приходится изготовлять центрирующие оправки. Во время настройки пантографа определить центр заготовки (отверстия) трудно, эта операция занимает много времени.
Рис. 1. Приспособ тение для центровки шкал
Для быстрой ориентации и нахождения центра заготовки можно использовать приспособление (рис. 1), которое состоит из основания с двумя проушинами для закрепления на рабочем столе пантографа. В центральной части основания имеется выточка диаметром 50 мм, которая предназначена для центрирования кольцеобразных шкал с внутренним диаметром отверстия от 20 до 50 мм; центр при этом находят центроискателем. Когда требуется установка заготовки шкал с внутренним диаметром отверстия до 20 мм, вкладыш, также имеющий выточку диаметром 20 мм и сквозное резьбовое отверстие, служащее для крепления заготовки шкалы, вставляют в выточку основания и закрепляют его стопорным винтом. В этом положении приспособление готово к центрированию заготовок для шкал с диаметром внутреннего отверстия от 0 до 20 мм при помощи центроискателя. На основании имеются ряды резьбовых отверстий под углом 120° для крепления и фиксации различных заготовок посредством винтов и прижимных планок. В комплект приспособления входит конус, который может быть вставлен в делительную головку и сцентрирован при помощи центроискателя. Приспособление устанавливают на рабочий стол пантографа и закрепляют в нужном положении. В центральной части его ориентировочно устанавливают заготовку будущей шкалы, но не закрепляют ее прижимными планками.
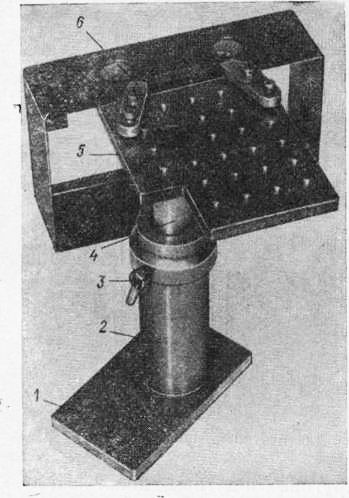
Рис. 2. Приспособление для установки корпусных деталей
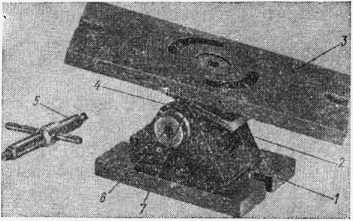
Так как ощупывающий палец пантографа сопрягают с центром копира, то резец-фрезу надлежит сцентрп ровать со шкалой. Для этого необходимо в шпиндель пантографа вставить и закрепить соответствующий центроиска-тель, а рычаг шпинделя при вести в верхнее положение. Затем вертикальной подачей рабочего стола пантографа приспособление с установленной на нем заготовкой переводят в такое положение, при котором центроискатель войдет в отверстие заготовки, тем самым выставляя ее относительно ощупывающего пальца, находящегося в центре копира. Далее заготовку закрепляют зажимными планками 3 на поверхности приспособления и устанавливают фиксирующие упоры (базовые плоскости). Когда шкала сцентрирована и закреплена, из шпинделя пантографа удаляют конусный центроискатель, а на его место устанавливают резец-фрезу и обычными методами производят гравирование шкалы. Приспособления для установки деталей сложной конфигурации. В граверной практике довольно часто приходится производить работы на деталях сложной формы. К этим деталям чаще всего относятся всевозможные платы с отличающимися по форме фрезерованными выемками, кожухи разнообразной формы, корпуса для приборов и многие другие. Эти детали в силу своей специальной формы не могут быть установлены на рабочий стол станка-пантографа, как обычные детали, имеющие плоское основание; если же в креплении таких деталей возникла острая необходимость, то применяются различные металлические подставки, оправки и т. д. Однако такой способ установки и крепления деталей сложной формы непродуктивен, так как отнимает много времени. Кроме того, нужно иметь достаточное число оправок, подставок и других вспомогательных средств различной высоты и формы. Поэтому для этой цели созданы специальные универсальные приспособления, которые состоят из основания с запрессованным полым валом, имеющим высоту 150 мм и диаметр 50 мм. В верхней части вала смонтированы два стопорных винта, расположенных на одной линии относительно оси вала. В полость вала диаметром 30 мм вставлен шток с рабочим столиком, имеющим на своей поверхности резьбовые отверстия, служащие для закрепления деталей зажимными планками. На рабочем столе пантографа приспособление устанавливают и закрепляют в зависимости от формы подлежащей гравированию детали и масштаба настройки звеньев пантографа. Шток, а вместе с ним и столик для закрепления деталей, может подниматься и опускаться, изменяя высоту от 150 до 300 мм относительно рабочего стола станка-пантографа. Кроме того, маневренность приспособления во время настройки увеличивается еще и тем, что скользящая посадка штока 4 в полости вала 2 позволяет вращать его вокруг своей оси на любой высоте. После определения высоты, необходимой для установки детали, шток со столиком прочно фиксируется стопорными винтами в любом нужном положении для каждой гравируемой детали отдельно. Большое значение имеет также и то, что рассматриваемое универсальное приспособление исключает самую незначительную вибрацию зафиксированной на его поверхности детали, что очень важно для качественного выполнения той или другой граверной работы. Процесс гравирования ничем не отличается от обычного, так как установка и закрепление детали ведутся при таких же условиях, как и на рабочем столе станка-пантографа. Приспособление может быть применено на станках с пантографом любых систем. Универсальное приспособление для закрепления деталей с выступающими частями состоит из основания, в котором запрессован полый вал, имеющий высоту 150 мм и диаметр 50 мм. В верхней части вала смонтированы два стопорных винта, расположенных на одной линии относительно оси вала. В полость вала (диаметром 30 мм) вставлен шток, в верхнем конце которого закреплена квадратная направляющая, имеющая два стопорных винта. Для установки деталей, подлежащих гравированию, изготовлен набор съемных плит-столиков с резьбовыми отверстиями, предназначенных для закрепления деталей зажимными планками. Плитки, выполняющие роль столика, имеют хвостовики одного размера (80 мм), форма которых соответствует форме паза, выфрезерованного в направляющей. Рабочая поверхность сменных плиток имеет размер от 40 до 150 мм, что дает возможность закреплять на их поверхности детали различного размера. Кроме того, на направляющую можно установить малогабаритные тиски, застопорив их винтами, и закреплять на них детали специфических конфигураций. Однако в процессе длительного применения выше описанных приспособлений для установки и закрепления деталей сложной сколько-нибудь ускорить из-за трудоемкой и ненадежной установки сложных деталей на рабочем столе станка-пантографа. Для сокращения затрат времени на подготовку, настройку, установку и сам процесс гравирования создано универсальное поворотное приспособление для гравирования сложных деталей, плоскости которых расположены под углами. Оно состоит из основания с кронштейном, имеющим в своей округленной верхней части отверстие для вала, на котором смонтирован прямоугольный столик с проушинами на краях. На поверхности столика выфрезерованы два дугообразных паза, в которые входят штифты, ограничивающие поворот до 90°. В верхней части кронштейна установлена дуговая шкала, служащая для определения угла наклона столика. Зажимая стопорные винты двусторонним торцевым ключом, столик с деталью можно закрепить в любом требующемся положении. Размеры приспособления 80 X 100 мм, что в точности соответствует размерам тисков для зажима деталей.
Рис. 3. Универсальное поворотное приспособление
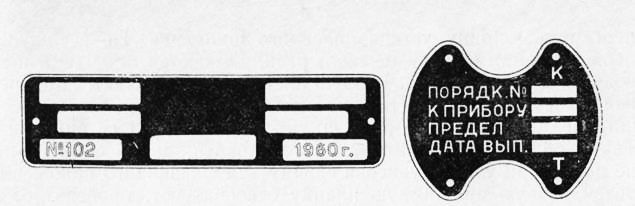
Приспособление располагают на рабочем столе станка-пантографа. Затем после настройки плеч пантографа, зная по чертежу угол наклона плоской детали, подлежащей гравированию, определяют горизонтальный и вертикальный углы поворотов приспособления, после чего в этом положении прямоугольный столик фиксируют стопорными винтами. Когда приспособление настроено, остается закрепить на его поверхности параллельные тиски, прижимая их болтами и проушинами. Приспособление в сочетании с параллельными тисками (предназначенными для него) допускает быструю настройку и установку деталей с любым расположением плоскостей, на которых требуется производить различные граверные работы. Приспособление для набивки шильдиков. На авиационных измерительных электро- и радиоприборах и на многих других приборах и механизмах при помощи винтов или заклепок различных форм и размеров устанавливают шильдики (пластинки малогабаритного размера). На них проставляют название прибора или узла, порядковый номер и дату выпуска, напряжение, частоту вращения, мощность, назначение ручек управления и другие данные, свойственные каждому прибору в отдельности. Шильдики крепят либо на лицевых панелях, либо на кожухах. Наносить надписи на шильдиках можно различными механическими способами на станке-пантографе или стальным штампом, заранее изготовленным для этой цели. Но наиболее эффективным является фотохимический метод, который и получил широкое распространение на многих заводах. Следует однако помнить, что некоторые гравируемые данные являются непостоянными. Исходя из этого, шильдики изготовляют с учетом меняющихся обозначений, для чего оставляют на них специальные пустые места (площадки) для последующей набивки таких данных (рис. 4).
Рис. 4. Шильдик
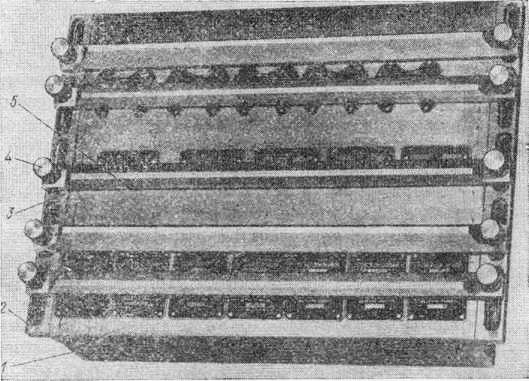
Меняющиеся данные иногда гравируют на пантографе, но наиболее широкое применение имеет тиснение прессом, цифровыми или буквенными пуансонами, стандартными или специально изготовленными для этого заранее. Хотя нанесение надписей на шильдиках и не имеет прямого отношения к граверному делу, но вместе с тем этот вид работы занимает значительное место на граверных участках заводов. Это, на первый взгляд, простое дело, в сущности, является довольно сложным, если учесть, что при набивке, например, порядкового номера или другого обозначения линии с равными промежутками между ними и между каждыми двумя цифрами или буквами должна быть сохранена параллель ность. Без значительного опыта невозможно набить шильдики качественно. С успехом может быть использовано универсальное приспособление для набивки шильдиков (рис. 5), состоящее из массивного основания размером 55 X 200 X 250 мм, с правой и ле вой сторон которого закреплены два угольника с пятью фрезерованными пазами, служащими для закрепления в различных положениях относительно плиты призматических прижимных планок винтами. Рабочие поверхности планок снабжены кожаными прокладками, приклеенными к ним для лучшего прижатия шильдиков к поверхности плиты. Планки могут перемещаться с последующим закреплением в пределах длины пазов в угольниках. Начиная работу, устанавливают 8—10 шильдиков в ряд (в зависимости от их размера) и крепят дЕумя прижимными планками Следовательно, если приспособление оснащено шестью прижимными планками, то в среднем можно производить набивку до 30 шильдиков за одну установку. Первая планка фиксируется в таком положении, чтобы перемещением ее от себя можно было перекрыть ширину устанавливаемого шильдика. По всей длине первой планки (считая от себя) раскладываются шильдики и доводятся к ней до упора. Вторую планку, находящуюся выше первой, перемещают вниз, т. е. на себя, и, перекрывая третью часть ширины выставленного ряда шильдиков, стопорят ее винтами. Таким образом, ряд шильдиков установлен, и ни один из них не может при ударе пуансона сдвинуться с заданного положения. Затем первую прижимную планку освобождают, проводят ее по всему ряду шильдиков к линии площадок, на которых надлежит производить набивку. Верхняя планка в данном случае будет только крепежной, а нижняя —также и фиксирующей. Такими же приемами устанавливают остальные два ряда шильдиков. Приступая к набивке, цифровой или буквенный пуансон приставляют левой рукой рабочей частью к шильдику, а нижней его гранью опираются на край планки и ударом молотка по затылку пуансона набивают тот или другой знак. При этом освещение должно быть установлено впереди приспособления, с правой стороны. И так, прикладывая к краю прижимной планки цифру за цифрой или букву за буквой, набивают весь требующийся ряд цифр или слов. Когда первая линия (снизу) набита во всех рядах шильдиков, фиксирующие планки (нижние) перезакрепляют с таким расчетом, чтобы фиксирующие поверхности (в которые упираются пуансоны) были подведены ко второй линии площадок на шильдиках, подлежащих набивке, и т. д. Ввиду того что при пользовании данным приспособлением весь процесс основан на фиксации «до упора», набивка цифр или букв производится с высоким качеством. Тем самым исключается возможность возникновения брака, как это часто случается при работе «на глаз». Изготовлению цифровых, буквенных и других отдельных пуансонов для набивки шильдиков должно быть уделено особо серьезное внимание, так как от их качества во многом зависит и качество шильдиков.
Рис. 5. Универсальное приспособление для набивки шильдиков
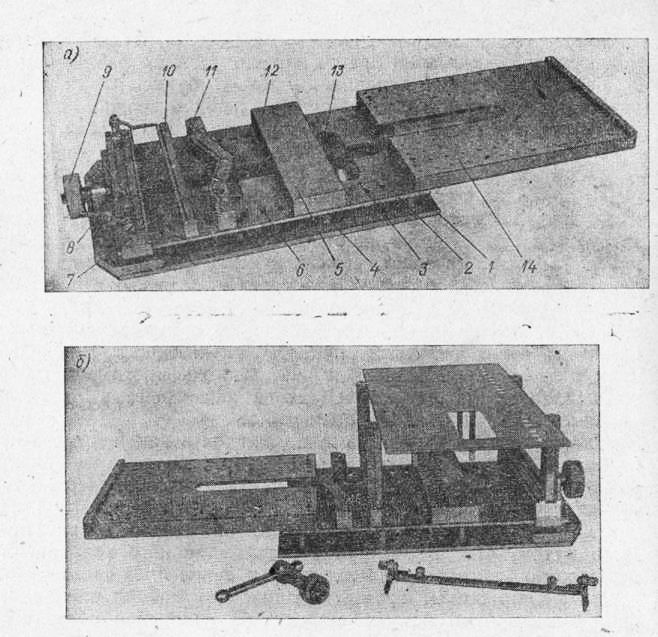
Тиски для крепления деталей типа панелей и плат. Часто гра-. верам приходится выполнять работы на таких деталях, закрепление и фиксация которых на рабочем столе пантографа значительно затруднена. В качестве примера можно назвать детали типа панелей и плат. Установка и последующая фиксация таких деталей, в особенности больших размеров, отнимает много времени и не способствует получению высококачественной гравировки. Для закрепления плат средней величины применялись обычные прижимы, а для фиксации крупногабаритных деталей использовали отверстия, имеющиеся в них, или же многократно переустанавливали их на рабочем столе пантографа в различные удобные для -гравирования положения. Однако если упомянутые выше приемы в какой-то мере приемлемы для плат и панелей, изготовленных из таких материалов, как гетинакс, текстолит или просто металл с чистой поверхностью, то для панелей, имеющих покрытия рабочей поверхности нитроэмалями или другими красителями, они вовсе недопустимы. Дело в том, что для выполнения качественного гравирования необходимо жесткое крепление плат и панелей. В связи с этим, “используя прижимы, граверы вынуждены прочно завинчивать, прижимные винты, которые на гладкой глянцевой поверхности панели оставляют след, нарушая целостность покрытия. Для исключения приведенных выше недостатков при гравировании деталей типа плат и панелей можно использовать универсальные тиски (рис. 6, а), состоящие из нижней и верхней плит соединенных между собой колонками. Нижняя плита служит для закрепления тисков при помощи большой конусной шайбы и болта на рабочем столе пантографа. На верхней плите устанавливают деталь и в зависимости от ее конфигурации применяют соответствующую губку. Для закрепления тисков в любой точке рабочего стола пантографа и под требуемым углом обе плиты снабжены крестообразными пазами. На верхней плите имеются два ряда фигурных отверстий для перестановки неподвижной губки в зависимости от размера обрабатываемой детали. Подвижная губка с помощью винта может перемещаться в продольном направлении на 25 мм, что обеспечивает крепление деталей различного размера. Для поперечной фиксации обрабатываемого изделия на подвижной’ губке установлены регулируемые упорььфиксаторы. При необходимости зажима круглых деталей имеется вторая неподвижная губка, в которой выполнены различные по размерам призматические вырезы. Губка такой конструкции позволяет зажимать круглые детали различных диаметров, а так как зажим происходит по трем образующим, то это одновременно обеспечивает их надежную фиксацию.
Рис. 6. Универсальные тиски для закрепления деталей типа панелей и плат (а) и быстросъемные колонки (б)
Для закрепления в тисках детали большего размера, чем позволяют их губки, установленные в крайних точках, используют прилагаемые к тискам комплекты губок навесного типа размером от 50 до 200 мм, которые позволяют при необходимости увеличивать длину тисков практически в неограниченном пределе. Если в тисках зажимают тонкостенную деталь, может возникнуть ее изгиб. Этот недостаток устраняют посредством планки, закрепляемой, как и неподвижные губки, в любом месте тисков замковым соединением с плитой. Планка имеет на своей поверхности резьбовые отверстия, при помощи которых прижимами деталь фиксируется дополнительно в том месте, где возникла деформация. Иногда панели или платы, на которых требуется произвести гравирование, с обратной стороны имеют различные крепежные выступы, угольники, колонки и т. п. Эти выступы увеличивают? толщину деталей, поэтому они не могут быть закреплены в таких тисках, высота губок которых не превышает 20 мм. При необходимости производства работ на панелях толщиной свыше 20 мм приходилось использовать тиски для гравирования по торцу. Однако применение их для закрепления деталей высотой (вместе с выступами) до 100 мм оказалось нецелесообразным, так как на переналадку, включающую в себя: снятие обычных тисков, опускание рабочего стола станка более чем на 200 мм, установку тисков для гравирования по торцу, закрепление панели, гравирование и поднятие рабочего стола станка в прежнее положение, уходило много непроизводительно затраченного времени. Устраняют этот недостаток быстросъемные колонки для закрепления панелей толщиной от 20 до 100 мм. Колонки снабжены свободно вращающимися вокруг своей оси прижимными кулачками, которые обеспечивают надежное прилегание к краям панели при ее закреплении. В результате внедрения в производство колонок треки для крепления деталей типа панелей и плат стали еще более совершенными, что в значительной степени повлияло на повышение производительности труда при гравировании вышеуказанных деталей с выступами и др. Набор быстросъемных колонок различной высоты еще более повышает универсальность и технологические возможности тисков. Для предотвращения самопроизвольных сдвигов (в поперечном направлении) губок в тисках, имеющих замковые соединения, на их поверхности предусмотрены специальные стопорные винты. Зажатие и разжатие деталей происходит в течение 1—2 с, что очень важно при операционной гравировке. Кроме того, в тисках можно быстро закрепить любое другое приспособление, например малогабаритные специальные тиски, малогабаритную делительную головку, приспособление для гравировки деталей сложной конфигурации и многое другое. .Установка тисков в любом месте рабочего стола пантографа значительно расширила рабочую площаДь стола, а следовательно, и производственные возможности. Внедрение универсальных тисков для закрепления детали типа панелей и плат резко сократило вспомогательное время и повысило качество гравируемых деталей, что в целом значительно увеличило производительность труда граверов. Тиски для крепления деталей, гравируемых по торцу. Нередко возникает необходимость в проведении граверных работ на торцах -деталей. Для этой цели деталь устанавливается на ребро и прочно закрепляется на рабочем столе пантографа. Такой способ фиксации детали способствует увеличению вредной при гравировании вибрации, для устранения которой необходимо применение дополнительных средств крепления, что ведет к повышению трудоемкости. При этом на наладку затрачивается больше времени, чем на выполнение самой граверной работы. Поэтому и появилась необходимость в создании такого приспособления, которое обеспечивало бы надежное крепление и базировку деталей с большим размером по высоте.
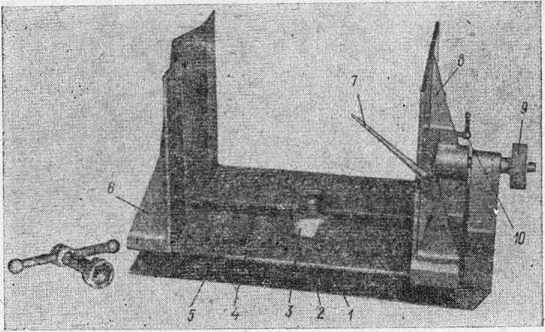
Рис. 6. Универсальные тиски для крепления деталей, гравируемых по торцу
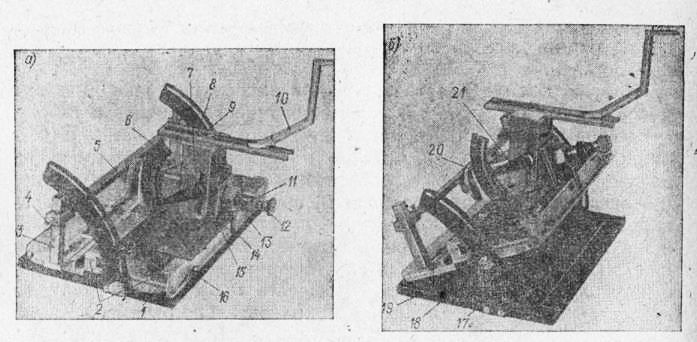
Тиски могут быть установлены в любой точке и под любым углом относительно образующей рабочего стола пантографа. Длина подвижной и неподвижной губок тисков 180 мм. Неподвижная губка имеет конфигурацию, обеспечивающую закрепление как плоских, так и круглых деталей. Подвижная губка выполнена плоской и в средней своей части снабжена фиксирующим упором, стопором и винтом для перемещения. Универсальные тиски (рис. 52) для крепления деталей, гравируемых по торцу, состоят из нижней и верхней плит, соединенных между собой колонками. На нижней плите устанавливают тиски при помощи болта и шайбы, на верхней — деталь. Для расположения тисков в любом месте рабочего стола станка и под любым углом, обе плиты снабжены крестообразными пазами. Верхняя плита имеет два ряда фигурных отверстий для перестановки неподвижной губки в зависимости от размера обрабатываемой детали. Подвижная губка винтом может перемещаться в продольном направлении. Для фиксации детали на подвижной губке установлен регулируемый упор-фиксатор со стопорным винтом. Для круглых изделий упор устанавливают в нерабочее положение, а фиксация их осуществляется специальной неподвижной губкой 6 призматического типа. Тиски удобны тем, что как у подвижной, так и неподвижной губок торец имеет ступенчатую форму, что очень ценно при закреплении плат и панелей, имеющих с нижней стороны установленные узлы и частичный монтаж прибора, т. е. плат в сборе. Внедрение универсальных тисков позволило сократить вспомогательное время на настрюйку и расширить возможности станка при гравировании деталей по торцу, а также других крупногабаритных деталей. Приспособление для гравирования знаков на цилиндрических и конических поверхностях. Гравирование на деталях с цилиндрической поверхностью производят несколькими с-яособамй. Цилиндрическая деталь зажимается в тисках, установленных на рабочем столе пантографа, обеспечивается “фиксация по торцу (исключающая продольные сдвиги), после чего приступают к гравированию знаков. Такой способ является непроизводительным, а качество гравирования очень низким, так как при нанесении каждого последующего знака для поворота детали на определенный угол необходимо разжать и зажать ее, поэтому интервалы между знаками устанавливаются приблизительно равными. Кроме того, глубина гравирования также осуществляется произвольно и ее практически невозможно выдержать постоянной на цилиндрической поверхности детали. Второй способ, более приемлемый, заключается в том, что на рабочем столе пантографа монтируют делительную головку, на оправке которой закреплена цилиндрическая или коническая деталь. Деталь зажимают один раз до полного ее изготовления, а углы поворота детали, необходимые для нанесения рисунков и гравирования цифр, отсчитывают по нониусу. Этот способ значительно точнее первого, однако глубина гравирования остается по-прежнему неравномерной. Существует третий способ, заключающийся в использовании специальной делительной машины для нанесения рисок на деталях с цилиндрической поверхностью. Серьезным недостатком этого способа является то, что на машине нельзя гравировать цифры или другие знаки. Для получения цифр цилиндрическую деталь требуется настроить вторично на другом станке. Таким образом, и третий способ не обеспечивает полностью поставленных производственных задач. Предложено универсальное полуавтоматическое приспособление к пантографу для гравирования рисок и знаков на цилиндрических и конических поверхностях (рис. 53), позволяющее автоматически поворачивать на требуемый угол обрабатываемую деталь и обеспечивающее одинаковую глубину знаков. Приспособление (рис. 53, а) состоит из неподвижного основания, на поверхности которого закреплены направляющие, по которым прямолинейно перемещается корпус. Для легкости прямолинейного вертикального и горизонтального хода корпус снабжен шарикоподшипниками. В полость корпуса вмонтирован шпиндель, вращающийся вокруг своей оси на шариковых подшипниках. С одного конца шпинделя (на конус Морзе) устанавливают оправку с закрепленной на ней деталью. На другом конце имеется зубчатое колесо (модуль зуба 0,3) и накатной диск для Удержания шпинделя в момент фиксации детали. Отношение диаметров детали и шкива 1:1, поэтому в каждом отдельном случае устанавливают зубчатый шкив соответствующего диаметра.
Рис. 7. Универсальное полуавтоматическое . приспособление для. гравировки знаков на цилиндрических (а) и конических (б) поверхностях
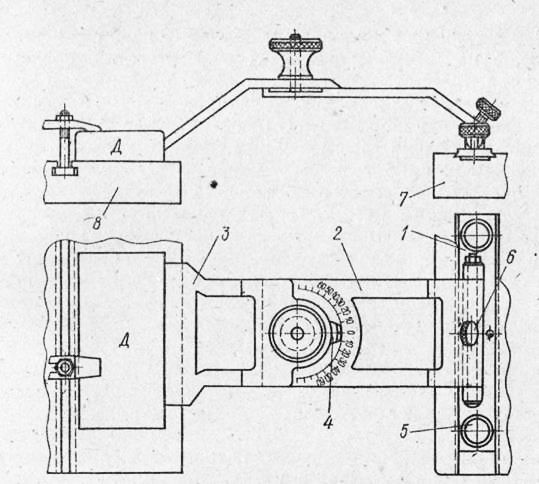
С увеличением или уменьшением диаметра шкива соответственно поднимают или опускают подпружиненную зубчатую рейку вверх или вниз до зацепления со шкивом с последующим фиксированием на колонках винтами. На корпусе имеется регулируемая по высоте и углу наклона П-образная каретка, которую можно зафиксировать в различном по высоте и углу наклона положении винтами. В верхней части каретки сделан направляющий паз для регулируемой по длине вилки со стопорным винтом. Отверстие в вилке выполнено с конусностью 5—6°. Поводок снабжен соответствующим конусом и жестко закреплен на шпинделе пантографа, работающем в комплекте с вилкой. Конусное соединение необходимо для наладки без люфтов при комплексной настройке полуавтомата и пантографа, так как после длительной эксплуатации рабочие поверхности со временем вырабатываются как у вилки, так и у поводка. В зависимости от диаметра гравируемых деталей соответственно изменяется и прямолинейный ход корпуса. Для ограничения этого хода на наружной стороне направляющей смонтированы два регулируемых упора, а на корпусе — опорный угольник Полуавтомат устанавливают и закрепляют на рабочем столе пантографа, зажимают в оправке цилиндрическую или коническую деталь, затем жестко приворачивают поводок к шпинделю пантографа. Резец пантографа при этом находится в одной осевой плоскости с рабочей втулкой поводка и вилкой. Под действием пальца-щупа, двигающегося по наборным шаблонам, выставленным в пазу трейсерного (копирного) стола пантографа, через систему поводок — вилка корпус полуавтомата перемещается по направляющим. Возвратно-поступательное движение кррпуса посредством зубчатого колеса и рейки автоматически передается шпинделю, а вместе с ним и обрабатываемой детали. Таким образом, универсальное полуавтоматическое приспособление, преобразуя изображение различных знаков, делений, кривых и т. п. и передавая его с плоскостного копира на цилиндрическую поверхность детали, позволяет производить работу с одной установки. Кроме того, на полуавтоматическом устройстве можно гравировать с одних и тех же наборных шаблонов (по размеру) надписи различных размеров и форм. Например, в тех случаях, когда на цилиндрическую деталь требуется нанести гравировку, которая по количеству знаков по всей окружности цилиндра не умещается. Или наоборот, когда требуется небольшую надпись из пяти — восьми знаков растянуть по всему цилиндру. При этом в первом случае знаки искусственно сужаются и за счет этого умещаются в заданный размер цилиндрической детали. Во втором случае происходит их расширение и надпись соответственно удлиняется. Все изложенные выше изменения в гравировании достигаются при помощи выбора отношения диаметров изделия и шкива. Для придания гравируемой конической поверхности детали горизонтального положения подвижное основание надо установить под углом, равным углу конуса детали. Делается это при помощи сектора со шкалой, закрепленного на подвижном основании, и стопорного винта. Соответственно на такой же угол, но в обратном направлении при помощи винта устанавливается и закрепляется каретка. Угол поворота каретки контролируется указателем, расположенным на каретке, по шкале. Применение полуавтоматического приспособления резко повысило производительнбсть труда, ускорило процесс гравирования в 5—6 раз, а на некоторых деталях — в 20 раз и более при отличном качестве выполнения граверных работ (глубина резания одинаковая в любой точке гравируемых знаков). Полуавтоматическое приспособление оснащено комплектом универсальных оправок и трибок и может быть использовано на пантографе любой системы. Оно имеет малогабаритные размеры и массу и может быть изготовлено на любом заводе, где есть инструментальный цех. Малогабаритная делительная головка. Для нанесения штрихов и цифр на цилиндрических поверхностях шкальных барабанов, а также на лимбах с конусообразной поверхностью применяют специальные делительные машины. Как показал опыт эксплуатации этих машин, на них не удается производить некоторые делительные работы. Так, при нанесении штрихов на покрытиях шкал типа черного муара, разноцветных нитроэмалей и светящихся масс временного действия края рисок получаются рваными и нечеткими. Затем эти шкальные барабаны необходимо вторично устанавливать на станок с пантографом для гравирования цифр, букв или других обозначений. На эту работу уходит дополнительное рабочее время. Специальная делительная головка, используемая для этой цели, позволяет повысить производительность труда при высоком качестве делительных и граверных работ на деталях с упомянутыми покрытиями. Она устанавливается на рабочем столе станка с пантографом. На закрепленную в делительнвй головке заготовку для будущей плоской или цилиндрической шкалы можно нанести риски и цифры как при обычном гравировании на станке-пантографе. При этом любое покрытие на заготовке для шкалы уже не может оказать влияние на качество гравирования, так как метод гравирования с вращением резца исключает процесс щер-бления и скалывания; риски делений получаются четкими и ясными. Если же требуется произвести делительные работы на цилиндрической поверхности, то для этого деталь закрепляют в специальной оправке, ввернутой в конус столика универсальной делительной головки, и посредством червячной пары устанавливают головку под углом в 90°, т. е. вертикально. Всю работу по гравированию делений шкального барабана или конусного лимба производят обычными приемами. Приспособление для точной установки деталей относительно копирного стола пантографа. Копирный стол станка-пантографа имеет вращательное перемещение, и его ось,всегда располагают параллельно направлению движения рабочего стола. Верхняя плоскость обрабатываемых деталей может быть смещена относительно основания стола. Все это затрудняет точную установку детали на рабочем столе перед гравированием и способствует смещению наносимого текста по. отношению к краю верхней плоскости детали. Для правильной установки детали на рабочем столе пантографа, когда одна из ее сторон является базой, обычно применяют масштабную линейку. Выверку можно произвести также путем сопряжения ощупывающего пальца с шаблоном, а резца — с кромкой детали. При более точных работах параллельность детали относительно стола пантографа выверяют с помощью индикатора. Все вышеуказанные способы требуют длительного времени на настройку и не всегда гарантируют необходимую точность. Унвиверсальное приспособление, показанное на рис. 8, позволяет течение нескольких секунд с большой точностью установить любую деталь Д относительно паза копирного стола пантографа, а также выставить ее под любым углом относительно паза последнего в любую из сторон в пределах 90°. Оно состоит из основания с профилем в форме ласточкина хвоста, На котором шарнирно закреплена рамка, имеющая на поверхности шкалу в 90° и несущая на себе корректирующий упор с указателем. Принцип действия приспособления весьма прост. Основание вставляют в любой из пазов копирного стола пантографа и фиксируют винтами. Опуская до нужного уровня корректирующий упор, его устанавливают в необходимом положении и стопорят винтом 6. Затем деталь прижимают одной из сторон к рабочей части корректирующего упора и в этом положении закрепляют деталь на рабочем столе.
Рис. 8. Универсальное приспособление для точной установки деталей на станке-пантографе
При нулевом положении индекса прибора деталь и паз копирного стола пантографа параллельны друг другу. Если деталь должна находиться под каким-либо углом к нему, соответственно изменяют положение корректирующего упора и прижимают к нему деталь. На всю операцию установки приспособления и детали уходят считанные секунды, в результате чего на настройку пантографа в целом расходуется значительно меньше рабочего времени. Повышается и качество производимой граверной работы. Простота конструкции приспособления позволяет изготовить его силами инструментального цеха любого предприятия. Приспособление для закрепления и фиксации малогабаритных деталей. Если необходимо отгравировать большое число всевозможных шильдиков и других аналогичных им деталей, то вместо стальных пуансонов используют пантограф. Для закрепления деталей применяются параллельные тиски. Однако эти детали различны по толщине, ширине и длине, поэтому зажатие их в тисках очень неудобно. В связи с этим возникает значительное затруднение для быстрой настройки станка в целом, так как к каждой детали или “шильдику необходимо подбирать различные подкладки, приставки и другие вспомогательные средства для обеспечения нужной высоты установки изделия. Кроме того, деталь, закрепленная в тисках, должна быть точно зафиксирована в определенном положении. В особенности это важно, когда гравируют несколько деталей. Фиксирование детали при помощи дополнительных упоров, в свою очередь, порождает непроизводительную затрату рабочего времени. Для устранения вышеуказанных недостатков, а следовательно, для повышения производительности труда и качества гравируемых изделий можно использовать универсальное приспособление к тискам, которое допускает большую маневренность при настройке, что очень важно для ускорения подготовки пантографа к работе. Кроме того, оно обеспечивает надежное крепление и фиксацию почти всех вышеупомянутых деталей. Реклама:Читать далее:Оснастка для производства печатных платСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|