|
|
Категория:
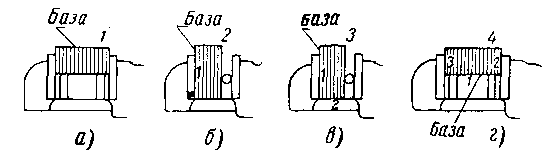
Фрезерные работы Базирование заготовки Как было указано ранее, установленная на станок заготовка должна занимать определенное положение по отношению к фрезе. Совокупность поверхностей, линий или точек заготовки, по которым производится ее установка на столе станка, в тисках, в призмах, в угольниках и в других зажимных приспособлениях, называется установочной базой. Определенность положения заготовки относительно фрезы достигается соприкосновением установочной базы с соответствующими поверхностями зажимного приспособления или стола станка или же путем выверки положения установочной базы. Фиксация положения заготовки по установочным базам называется базированием заготовки. Базирование заготовки должно предшествовать ее закреплению для обработки, так как от точности базирования зависит успех обработки. Установочные базы При фрезеровании граней бруска установочной базой служила боковая поверхность, по которой происходила установка заготовки. На рис. 176, а, б, в и г показана последовательность всех четырех установок по выбранной базе.
Рис. 1. Установочные базы при фрезеровании граней прямоугольного бруска
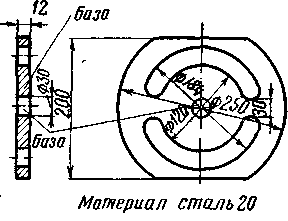
При фрезеровании шаблона установочной базой служили центральное отверстие диаметром 30 мм и нижняя поверхность заготовки, как это показано на рис. 2. Следовательно, установочными базами могут служить как наружные, так и внутренние поверхности, которые выбирают при обработке в зависимости от конструкции детали и намеченного Технологического процесса.
Рис. 2. Установочные базы при фрезеровании контурного шаблона
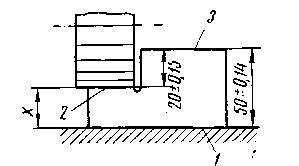
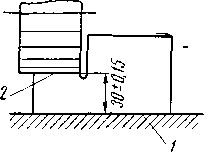
Установочными базами могут быть необработанные поверхности, так называемые черновые базы— при первоначальной обработке на станке. Точная повторная установка заготовки на необработанную поверхность невозможна, поэтому для второй и последующих операций черновая база заменяется чистовой базой — поверхностью, прошедшей механическую обработку. Поверхности, линии и точки, от которых производят измерения обрабатываемых поверхностей, называют измерительными базами. Измерительная база может совпасть с установочной, что, как увидим дальше, является весьма желательным. На рис. 3 установочная база является одновременно измерительной, так как на рабочем чертеже она непосредственно связана размером 30+0,15 мм с фрезеруемой плоскостью. На рис. 4 измерительной базой является поверхность, а установочной базой остается поверхность. Чтобы установить фрезу на требуемый размер 20±0,15 мм —расстояние фрезеруемой плоскости от измерительной базы 3, надо определить размер х — высоту установки фрезы от опорной поверхности стола или приспособления, что требует дополнительных расчетов во избежание возникновения погрешностей базирования при обработке партии заготовок на налаженном станке.
Рис. 3. Схема установки при совпадении измерительной базы с установочной
Рис. 4. Схема установки при несовпадении измерительной базы с установочной
Погрешности базирования Погрешность базирования — неточность, которая возникает в размере детали в результате колебания положения измерительной базы при установке ее по установочной базе. Если заготовки данной партии устанавливаются по измерительной базе, то погрешность базирования равна нулю. Однако в ряде случаев приспособление, рассчитанное на установку по измерительной базе, получается неудобным в эксплуатации, тогда целесообразно использовать базирование по установочной базе, но с обязательным условием, чтобы получающаяся при этом погрешность базирования была меньше допуска на размер, связывающий измерительную базу с обрабатываемой поверхностью. На рис. 4 рассматривался случай, когда заготовка обрабатывается с зафиксированным положением фрезы относительно установочной базы на расстояние х. Установочная база не связана размером с обрабатываемой поверхностью. В предыдущей операции, когда обрабатывалась измерительная база, размер от нее до установочной базы выдерживался, как видно из рис. 4, в пределах 50±0,14 мм. Это значит, что у некоторых деталей в партии этот размер был предельным и равнялся 50,14 мм, а у других равнялся 49,86 мм. Так как установочная поверхность приспособления и фреза занимают постоянное положение относительно друг друга, то при базировании заготовок положение их измерительной базы 3 относительно фрезы будет колебаться в пределах того же допуска 0,28 мм, который в данном случае является величиной погрешности базирования. Если предположить, что никаких других погрешностей не будет, то на размер 20 мм можно было бы дать допуск 620 = 0,28 мм * Однако мы знаем, что всегда имеются погрешности обработки. На размер 20 мм дан допуск 0,15 + 0,15=0,3 мм, следовательно, сумма погрешностей обработки не должна превышать 0,3— —0,28 = 0,02 мм, а это равносильно тому, что размер х=(50—20) мм надо выдержать с допуском 0,02 мм. Очевидно, что такой допуск выдержать невозможно. Для выхода из создавшегося положения имеются два пути: Для увеличения допуска 63о нужно или увеличить допуск 620 или уменьшить допуск 650- Однако увеличивать чертежный размер без согласования с конструктором нельзя; следовательно, остается одна возможность — уменьшить допуск на размер 50 (650). Если, например, 6so=O,28 заменить допуском дзо = О,2, то при этом получим 63о = О,1 мм, т. е. 620=650+630 = 0,2+ 0,1 = = 0.3 мм, как задано чертежом. При этом размер х будет равен 30+0,05 мм. Таким образом, при несовпадении установочной базы с измерительной приходится производить перераспределение допусков. Вот почему следует всегда стремиться по возможности к совмещению установочной базы с измерительной. Рассмотрим основные способы базирования заготовки в приспособлениях. Реклама:Читать далее:Примеры базирования заготовокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|