|
|
Категория:
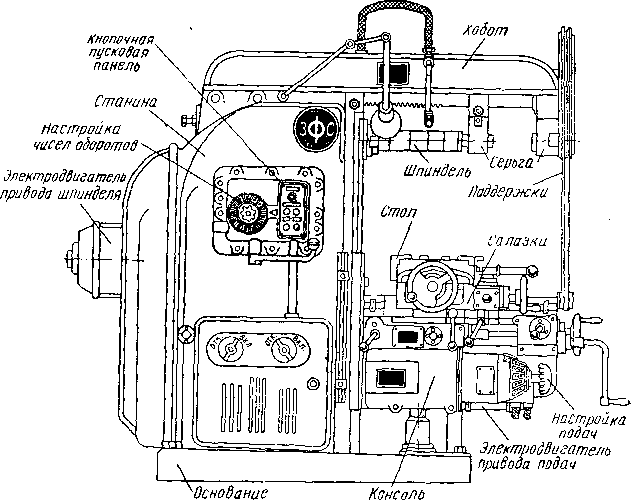
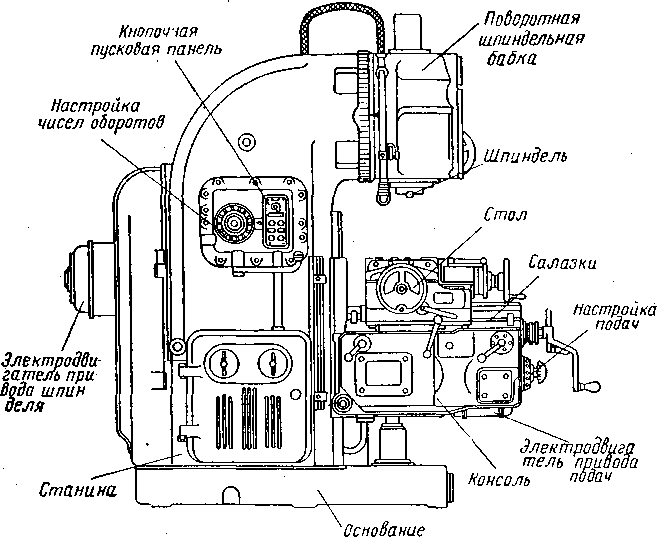
Фрезерные работы Горизонтально-фрезерные станки На рис. 1 показаны основные узлы горизонтально-фрезерного станка типа 6М82Г* производства Горьковского завода фрезерных станков. Станок относится ко второй размерной гамме, однако по конструктивному оформлению он похож на горизонтально-фрезерный станок 6М83Г, относящийся к третьей размерной гамме. Выпуск станков серии М освоен в 1960 г.; они часто встречаются в цехах наших заводов. Хорошее знание станка 6М82Г дает возможность быстро освоить работу на горизонтально-фрезерных станках других типов, так как их основные узлы мало отличаются от узлов этого станка.
Рис. 1. Основные узлы горизонтально-фрезерного станка 6М82Г
Все узлы и детали станка взаимозаменяемы за исключением клиньев и некоторых направляющих, которые пришабриваются. Основание станка отливается из серого чугуна и точно прострагивается с обеих сторон. На одной стороне основания устанавливается и закрепляется болтами станина станка; другая сторона прилегает к полу цеха. В основании имеется корыто для охлаждающей жидкости, которая стекает по трубкам со стола. На основании смонтирован электронасос для подачи охлаждающей жидкости из корыта к инструменту. Станина служит для крепления всех узлов и механизмов станка. Некоторые узлы станка (коробка скоростей, шпиндель, электродвигатель с ременной передачей, механизм передачи движения к коробке подач) расположены внутри станины и не видны. Другие узлы станка (консоль, коробка подач, хобот, стол, насос для подачи охлаждающей жидкости) находятся на наружных поверхностях станины. Станина имеет коробчатую форму и усилена внутри ребрами; на передней стенке ее расположены вертикальные направляющие (выполненные в виде ласточкина хвоста) для консоли, а наверху — горизонтальные направляющие для хобота. Хобот имеется у горизонтально- и универсально-фрезерных станков и служит для правильной установки и поддержки фрезерной оправки. Хобот установлен в горизонтальных направляющих на верхней части станины и может быть закреплен на любом расстоянии от ее зеркала, т. е. с различным вылетом. Для увеличения жесткости при обработке тяжелых деталей и при больших сечениях стружки применяют поддержки, которые связывают хобот с консолью. Консоль представляет собой жесткую чугунную отливку, установленную на вертикальных направляющих станины. Консоль перемещается по вертикальным направляющим станины и несет горизонтальные направляющие для салазок. Она поддерживается стойкой, в которой имеется телескопический винт для подъема и опускания консоли. Жесткость конструкции консоли и точность ее направляющих имеют первостепенное значение для работы станка. Консоль имеет два болта, которыми крепятся поддержки, связывающие стол станка с хоботом для лучшей устойчивости при больших нагрузках. Салазки являются промежуточным звеном между консолью и столом станка. По верхним направляющим салазок движется стол в продольном направлении, а нижняя часть салазок перемещается в поперечном направлении по верхним направляющим консоли. Стол монтируется на направляющих салазок и перемещается в продольном направлении. На столе укрепляются заготовки, зажимные и другие приспособления, для чего рабочая поверхность стола имеет продольные Т-образные пазы. Перемещения стола, салазок и консоли сообщают заготовке продольную, поперечную и вертикальную подачи по отношению к фрезе. Консольно-фрезерные станки обычно имеют как ручную, так и механическую подачу стола, салазок и консоли. Для установочных перемещений при наладке и для холостых перебегов стола применяют ручную или механическую подачу, а для рабочих подач — только механическую. Кроме рабочих подач, стол обычно имеет быстрый ход (ускоренное перемещение) во всех трех направлениях — для подвода заготовки к фрезе, а также для обратного перемещения. Быстрый ход осуществляется с одной постоянной скоростью, а рабочие подачи имеют несколько ступеней, которые можно устанавливать при помощи коробки подач в зависимости от характера обработки, материала фрезы и заготовки.
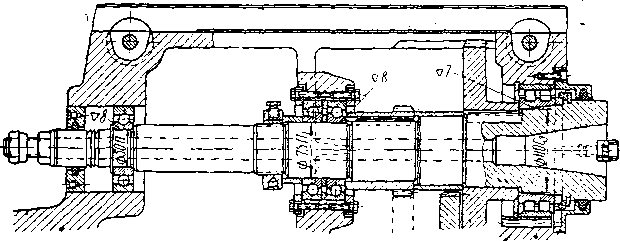
Рис. 2. Шпиндель станка 6М82Г
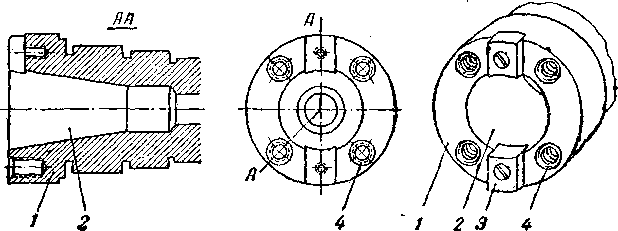
Шпиндель. Для вращения режущего инструмента служит шпиндель, который получает движение от коробки скоростей. От точности изготовления шпинделя, его прочности и жесткости зависит точность вращения оправки с надетой фрезой. Шпиндели фрезерных станков изготовляют из легированной стали марки 40Х и подвергают термической обработке. На рис. 2 показан шпиндель станка 6М82Г. У шпинделя имеются три ролико- и шарикоподшипниковые опоры. Очень точно обрабатываются передний конец шпинделя и коническое гнездо—места для установки и крепления инструмента и оправки. Передний конец шпинделя фрезерного станка 6М82Г показан на рис. 3. Внутренний конус, в который вставляется фрезерная оправка, сделан очень крутым. Вращение фрезерной оправки производится поводками, которые вставлены в пазы в торце шпинделя и привернуты винтами. Фрезерные головки закрепляются винтами, ввертываемыми в отверстия, и центрируются передней частью шпинделя. Иногда для центрирования служит специальная оправка, один конец которой входит в коническое гнездо шпинделя, а на другой насаживается фрезерная головка. Отечественные фрезерные станки имеют стандартный передний конец шпинделя. Шпиндель вращается от электродвигателя, расположенного в станине станка, через шкив, ременную передачу и далее через коробку скоростей. Двигатель расположен внутри станины, благодаря чему повышается безопасность работы и сокращается площадь, занимаемая станком. Коробка скоростей предназначена для передачи вращения от шкива шпинделю и для изменения числа его оборотов при помощи переключения зубчатых колес.
Рис. 3. Передний конец шпинделя отечественных фрезерных станков
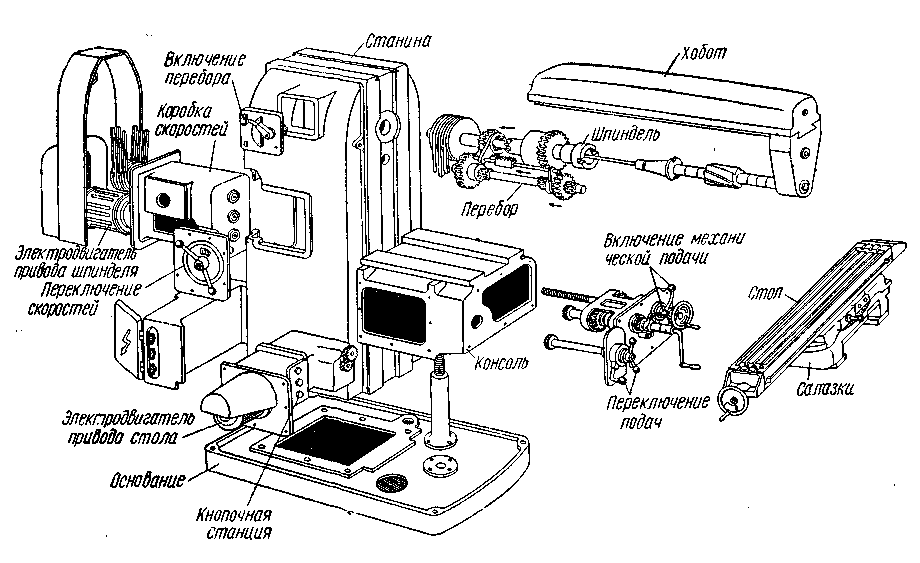
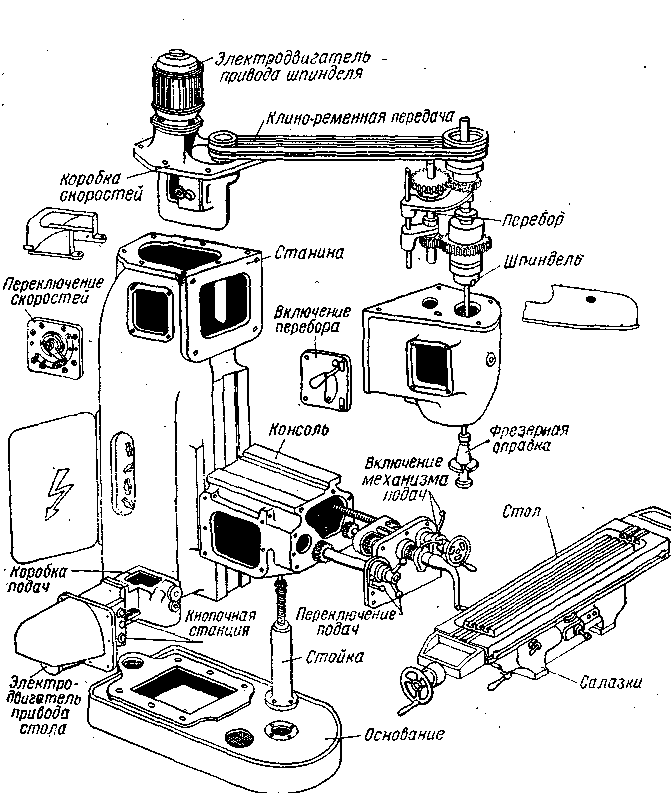
Привод подач стола осуществляется от электродвигателя, расположенного в консоли станка, через коробку подач. Коробка подач служит для изменения подач стола в вертикальном, продольном и поперечном направлениях. Консольно-фрезерные станки современной конструкции подобно станку 6М82Г имеют отдельные электродвигатели для привода коробки скоростей и коробки подач. На рис. 4 показан-горизонтально-фрезерный станок 6Н81Г выпуска Дмитровского завода фрезерных станков. Он относится к первой размерной гамме. Все его основные узлы и механизмы (основание, станина, хобот, консоль, стол) подобны рассмотренным выше. Различие лишь в том, что вращение шпинделю сообщается через ременную передачу от шкива коробки скоростей, жестко связанной с электродвигателем привода главного движения. Кроме того, шпиндель снабжен шестеренчатым перебором, позволяющим иметь высокие и низкие скорости вращения шпинделя. Вертикально-фрезерные станки Вертикально-фрезерный станок отличается от горизонтального только расположением шпинделя, поэтому все изложенное выше о горизонтально-фрезерном станке применимо к вертикально-фрезерному, за исключением тех деталей и узлов, которые у последнего отсутствуют (хобот, поддержки).
Рис. 4. Основные узлы горизонтально-фрезерного станка 6Н81Г
На рис. 5 показаны основные узлы вертикально-фрезерного станка типа 6М12П производства Горьковского завода фрезерных станков. Станки этой модели вместе с горизонтально-фрезерным станком 6М82Г или универсально-фрезерным станком 6М82 образуют гамму консольно-фрезерных станков 2-го размера.
Рис. 5. Основные узлы вертикально-фрезерного станка 6М12П
Все станки гаммы 2-го размера имеют 18 скоростей вращения шпинделя в диапазоне 31,5—1600 об/мин и 18 ступеней подач в пределах от 25 до 1250 мм/мин для продольного и поперечного перемещений стола и от 8,3 до 400 мм/мин — для вертикального. Быстрый ход стола в продольном и поперечном направлениях равен 3000 мм/мин, а для вертикального — 1000 мм/мин. Станки гаммы 3-го размера имеют такие же числа оборотов, рабочие подачи быстрый ход. На рис. 6 показаны основные узлы вертикально-фрезерного станка 6Н11 выпуска Дмитровского завода фрезерных станков. Станки этой модели вместе с горизонтально-фрезерными станками 6Н81Г и подобными им универсально-фрезерными станками 6Н81 образуют гамму консольно-фрезерных станков 1-го размера. Все станки гаммы первого размера имеют 16 скоростей шпинделя в пределах от 65 до 1800 об/мин и 16 ступеней подач стола в пределах от 35 до 980 мм/мин для продольного перемещения, от 25 до 765 мм/мин для поперечного и от 12 до 830 мм мин для вертикального; быстрый ход — соответственно 2900, 2300 и 1150 мм/мин.
Рис. 6. Основные узлы вертикально-фрезерного станка 6Н11
Реклама:Читать далее:Управление консольно-фрезерным станкомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|