|
|
Категория:
Фрезерные работы Отрезание (отрезка) — процесс полного отделения одной части материала от целого (прутка, бруска, уголка и т. д.) режущим инструментом на металлорежущих станках. Разрезание (разрезка) — процесс полного разделения целого (прутка, бруска, уголка и т. д.) на равные или неравные части режущим инструментом на металлорежущих станках.
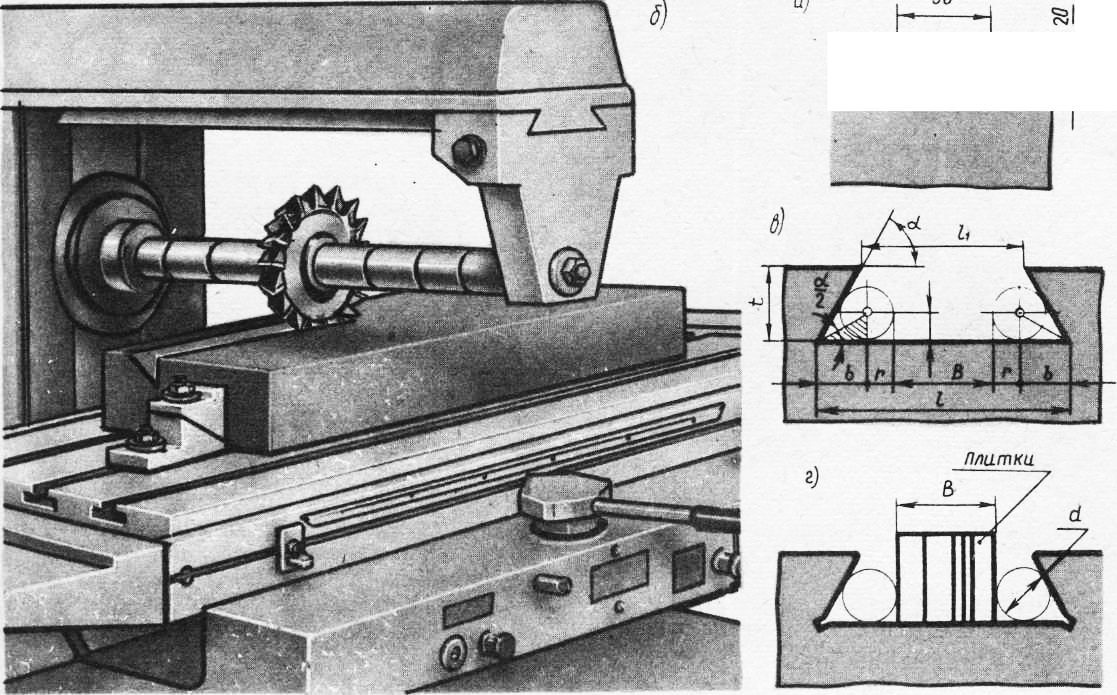
Рис. 1. Фрезерование паза типа «ласточкин хвост»
Прорезание (прорезка) — процесс образования одного или нескольких мерных узких пазов (прорезей, шлицев) в заготовке режущим инструментом на металлорежущих станках. Фрезы отрезные и прорезные (шлицевые). Отрезание заготовок на фрезерных станках производится отрезными фрезами, прорезание пазов и шлицев — прорезными (шлицевыми) фрезами. Отрезные и прорезные фрезы имеют режущие кромки, расположенные по периферии, и не имеют режущих кромок по торцам. По ГОСТ 2679—73 прорезные и отрезные фрезы изготовляют трех типов: тип I — с мелким зубом, тип II — со средним (нормальным) зубом, тип III—с крупным зубом. Прорезные фрезы типов I и II диаметром от 32 до 80 мм служат в основном для прорезки пазов и шлицев и изготовляются двух классов точности: АА и А (точное исполнение). Отрезные фрезы всех типов и диаметров шириной от 1 мм и выше изготовляются по классу точности В (нормальное исполнение). Отрезные фрезы предназначаются для разрезания целого на части (например, разрезать заготовку на несколько равных или неравных частей) и отрезания от целой части (например, отрезать от бруска одну заготовку). Отрезные фрезы с мелким и средним зубом предназначаются для обработки стали и чугуна, фрезы с крупным зубом— для обработки алюминиевых, магниевых и других легких сплавов.
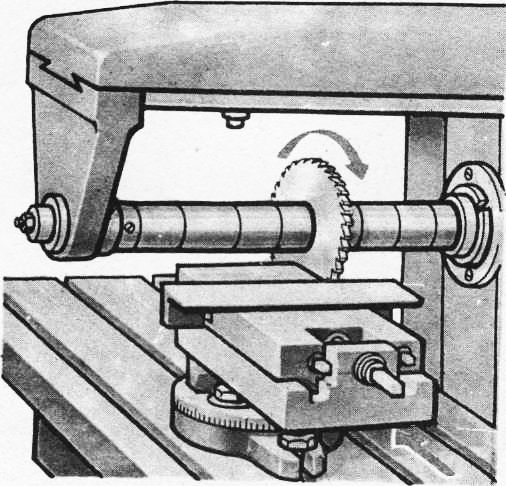
Рис. 2. Закрепление заготовки в тисках
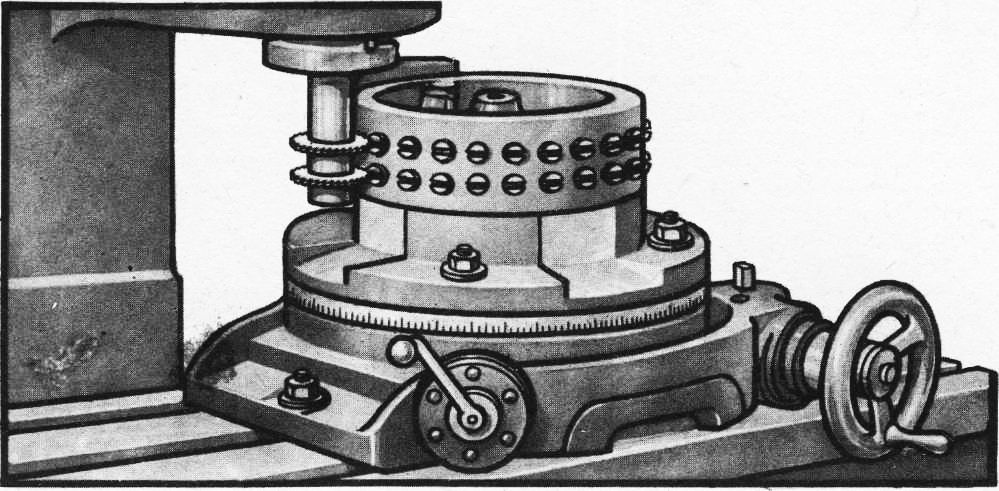
Прорезные фрезы с мелким и средним зубом предназначаются для прорезания неглубоких шлицев в головках винтов или корончатых гаек, прорезания неглубоких пазов. Прорезные фрезы с крупным зубом — для прорезания глубоких шлицев и пазов. Цельные твердосплавные прорезные фрезы предназначаются для прорезания пазов в заготовках из нержавеющих, хромистых, кислотоупорных, жаропрочных и других труднообрабатываемых материалов. Их изготовляют по отраслевым нормалям диаметром от 7 до 60 мм и толщиной от 0,5 до 3,5 мм из твердых сплавов различных марок. Применение твердосплавных фрез позволяет значительно поднять производительность труда за счет повышения скорости резания и повышения стойкости в 10—20 раз. Качество обработанной поверхности повышается на два класса шероховатости. Разрезание заготовок на части. Пусть требуется разрезать стальной уголок длиной 315 мм на пять равных частей размером 60 ± 1,0 мм. Выбор типа и размера фрезы. Диаметр отрезной фрезы следует выбирать по возможности минимальным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Поэтому при отрезке фрезами малых диаметров можно давать большие подачи на зуб и получить лучшее качество обработанной поверхности, чем при работе отрезными фрезами большого диаметра. Стойкость фрез большого диаметра будет меньше, а стоимость их выше. Оптимальный диаметр фрезы, как и для дисковых фрез, можно определить по формуле (5). При закреплении заготовки особое внимание надо уделить жесткости крепления заготовки и фрезы. Заготовку устанавливают и закрепляют в машинных тисках, как показано на рис. 2, с упором на полку для большей жесткости закрепления. Стол с закрепленной заготовкой надо подвести как можно ближе к станине. Отрезная фреза не должна задевать за тиски. Фреза крепится на оправке по возможности ближе к шпинделю станка, а серьга — ближе к фрезе для обеспечения большей жесткости. Чтобы фреза не вырывала заготовку из тисков, а прижимала к тискам, применяют попутное фрезерование (по подаче). Однако при этом способе в соединении винт — гайка продольной подачи не должно быть люфта. Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее производить при попутном фрезеровании, так как сила резания в этом случае будет прижимать заготовку к столу. Однако, как указывалось ранее, фрезерование по подаче можно производить лишь при отсутствии люфта в механизме продольной подачи стола. Если заготовка крепится непосредственно на столе станка, без подкладок, то фрезу на оправке следует располагать против Т-образного паза в столе станка. Фрезерование шлицев в головках винтов или корончатых гаек, как правило, производится в приспособлении. Па рис. 3 показана схема приспособления для непрерывного фрезерования шлицев в головках винтов, установленных в два ряда. Здесь вспомогательное время на загрузку заготовок и разгрузку обработанных деталей перекрывается с временем непосредственного фрезерования шлица. Установку заготовок производят вручную на непрерывно вращающемся диске.
Рис. 3. Схема приспособления для непрерывного фрезерования шлицев в головках винтов
Закрепление заготовок в приспособлении может осуществляться автоматически в зажимных призмах перед подходом к прорезной фрезе. После фрезерования шлицев происходит разжатие призм, обработанные детали выпадают и но желобу попадают в ящик. Если осуществить автоматическую загрузку заготовок через бункерное устройство, то цикл обработки будет полностью автоматизирован. Процесс фрезерования шлицев в приспособлении при круговой подаче принципиально ничем не отличается от случая обычного фрезерования с продольной подачей при установке обрабатываемых заготовок на столе станка. Реклама:Читать далее:Виды брака при фрезеровке и меры его предупрежденияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|