|
|
Категория:
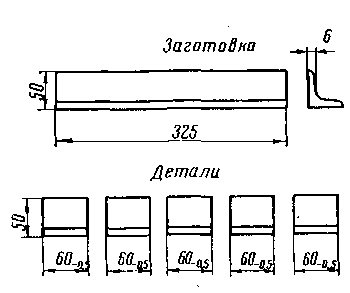
Фрезерные работы Отрезные фрезы Для отрезных работ применяют тонкие дисковые фрезы — отрезные. Очень тонкие дисковые фрезы малого диаметра для фрезерования прорезей (шлицев) в головках винтов и в гайках называют прорезными (шлицевыми). У отрезных и прорезных фрез режущие кромки расположены только по цилиндрической части, т. е. зубья не имеют режущих кромок на обоих торцах фрезы. Для уменьшения трения о стенки пропила диски фрез имеют утонение к центру на величину угла <pi. Отрезные и прорезные фрезы изготовляют по ГОСТ 2679—61 из быстрорежущей стали Р18 с мелкими, средними (нормальными) и крупными зубьями. Фрезы со средними и мелкими зубьями применяют для разрезания тонких заготовок, тонкостенных труб, для прорезания неглубоких шлицев в головках винтов, а с крупными зубьями — для прорезания глубоких и узких пазов и для отрезных работ. Для большей стойкости отрезных фрез рекомендуется изготовлять на зубьях переходные режущие кромки. Отрезные фрезы обычно держатся на оправке за счет трения при затяжке колец гайкой. При тяжелых работах (разрезка брусков, толстых прутков, разрезка толстого листового металла) фрезу надевают на шпонку. Разрезка заготовки на части Требуется разрезать на горизонтально-фрезерном станке стальной угольник на пять равных частей размером 60_05 мм. Выбор фрезы. Для работы возьмем отрезную фрезу диаметром 160 мм из быстрорежущей стали Р18, шириной 3 мм с 56 средними зубьями.
Рис. 1. Стальной угольник, подлежащий разрезке
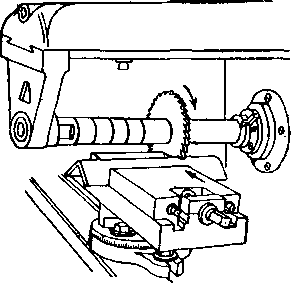
Рис. 2. Закрепление угольника и разрезка его на части
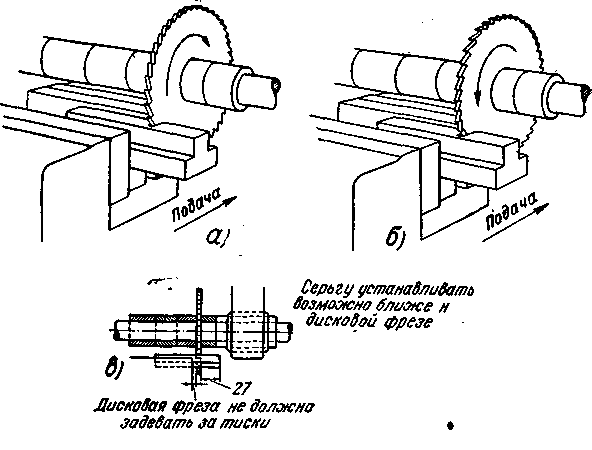
Подготовка к работе. Расположим заготовку в машинных тисках, как показано на рис. 2, с упором на оба ребра для большей жесткости. Разрез производят как можно ближе к тискам, но чтобы фреза не задевала за губки. Стол с закрепленной заготовкой надо подвести как можно ближе к станине, песле чего можно приступить к установке фрезы и оправки. Установка и крепление отрезной пилы не отличаются от ранее рассмотренных методов крепления цилиндрических и дисковых фрез. Настройка станка на режим фрезерования. При отрезных работах скорости резания берут порядка 40—60 м/мин для фрез из быстрорежущей стали. Поставим лимб коробки подач на 80 мм/мин. Таким образом, разрезку заготовки на части будем производить отрезной фрезой 160X3X32 мм (материал — быстрорежущая сталь Р18) при продольной подаче 80 мм/мин, или 0,02 мм/зуб, и скорости резания 40 м/мин, применяем охлаждение— эмульсию. Разрезка бруска на части Для получения готовой детали (шпонки) длиной 27 мм из фрезерованного бруска согласно рис. 125 с двумя уступами надо его разрезать на три части длиной по 27_05jhm каждая. Необходимо сделать два пропила шириной не более 2 мм каждый, чтобы длина бруска, равная 85 мм, была достаточной. Для такой работы выбираем отрезную фрезу из быстрорежущей стали Р18 диаметром 125 мм, шириной 2 мм с 56 средними зубьями и закрепляем ее на оправке. Заготовку закрепляем в тисках параллельно фрезерной оправке, как показано на рис. 3, в. При установке заготовки и фрезы применяем рекомендации, указанные раньше. Чтобы фреза не вырывала при разрезке заготовку из тисков, иногда применяют вращение фрезы по подаче. В этом случае сила фрезерования будет прижимать заготовку к тискам. На рис. 3, б показано фрезерование по подаче. Таким образом, фрезерование по подаче может быть рекомендовано при разрезке и отрезке с целью более устойчивого положения разрезаемых заготовок. При этом методе фрезерования необходимо, чтобы механизм подачи стола не имел мертвого хода (люфта). Настройку станка на выбранный режим резания произведите самостоятельно, приняв скорость резания о = 60 м/мин и подачу 0,02 мм/зуб.
Рис. 143. Разрезка ступенчатой шпонки:
а — фрезерование против подачи, б — фрезерование по подаче, в — установка фрезы
Реклама:Читать далее:Фрезерование фасонных канавокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|