|
|
Категория:
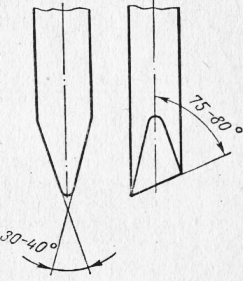
Пайка Далее: Ультразвуковая пайка Для пайки мягкими припоями применяются различные паяльники: обычные (без постоянного подогрева), электрические, ультразвуковые и абразивные. Конструкции этих паяльников описаны в главе «Инструменты, приспособления и нагревательные устройства». Обычно электропаяльники (без постоянного подогрева) применяют довольно редко, в условиях индивидуального производства. Для пайки мелких деталей, а также для монтажных работ в радио- и электротехнике и приборостроении широко используют электрические паяльники. Ультразвуковые и абразивные паяльники применяют для пайки алюминия и его сплавов. Прежде чем приступить к пайке, необходимо выбрать соответствующий по размерам и мощности паяльник и подготовить его к работе. Подготовка паяльника к пайке. Рабочую часть паяльника — конец медного стержня перед пайкой необходимо очистить от следов окалины. Рабочая часть паяльника должна быть запилена с двух сторон под углом 30—40°, а затылочная часть — под углом 75—80°. Такая форма рабочей части паяльника облегчает стекание припоя в место соединения. Затем электропаяльник включают в электросеть и нагревают > до температуры плавления канифоли (125 °С), после чего рабочую часть паяльника покрывают слоем канифоли для предохранения от окисления при дальнейшем нагреве. Операцию покрытия рабочей части паяльника канифолью периодически повто-. ряют, так как канифоль выгорает и частично стекает.
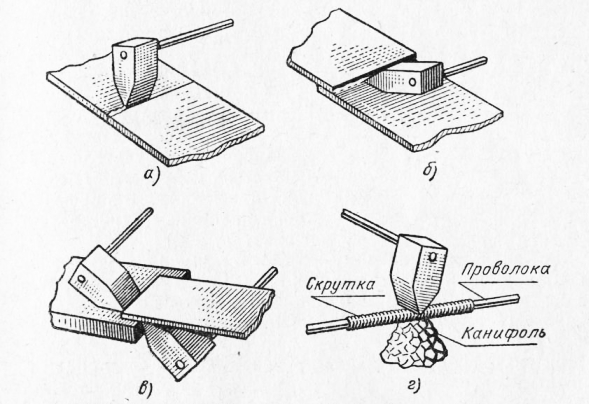
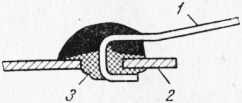
Рис. 1. Форма заправки рабочей части паяльника Когда паяльник нагреется до температуры плавления припоя, его облуживают, т. е. покрывают конец медного стержня тонким слоем припоя. Если паяльник не загрязнен, к нему должна прилипнуть капля припоя. Затем конец стержня паяльника быстро протирают на деревянной доске, в результате чего припой должен’ расположиться ровным слоем по всей его рабочей поверхности. Слой полуды предохраняет паяльник от окисления в процессе работы. Для увеличения срока службы паяльников рекомендуется медные стержни проковывать холодным способом, придавая рабочей части требуемую форму. Наклеп уменьшает интенсивность растворения меди в припое. При пайке мелких деталей температура паяльника должна быть 300—350 °С, а при паянии крупных деталей 350—400 °С. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна, .так как ухудшается смачиваемость металла припоем. С другой стороны, нельзя допускать перегрева паяльника, так как может произойти окисление меди и припоя, который будет покрываться темной пленкой окислов, не прилипая к паяльнику. Признаком перегрева может служить сильное сгорание канифоли с выделением дыма вместо ее плавления. Электрические паяльники нельзя долгое время оставлять включенными, если они не используются, так как при этом они перегреваются и покрываются слоем окалины. Нагретый паяльник в процессе работы рекомендуется класть на специальную подставку. Технология пайки. Технологический процесс пайки мягкими припоями различных соединений сводится к следующему. Облуженным паяльником наносят расплавленный припой на место соединения, предварительно покрытое слоем флюса, и прогревают это место паяльником. Припой затекает в зазор между спаиваемыми деталями и сплавляется с основным металлом. Затем паяльник отводят, а припой, затвердевая, образует монолитное соединение. При этом спаиваемые детали должны быть неподвижны относительно друг друга до полного затвердения припоя. Удобнее подавать припой к месту пайки непосредственно от прутка или проволоки. Для этого в левой руке держат пруток припоя вблизи места пайки, а в правой нагретый паяльник, которым нагревают одновременно и место спая и припой, расплавляемый в необходимом количестве. Соединение должно быть хорошо прогрето паяльником для обеспечения полного покрытия участка пайки расплавленным припоем и затекания его в зазоры между спаиваемыми деталями. Подвод тепла к месту пайки должен быть интенсивным, так как обычно детали имеют высокую теплопроводность, быстро поглощают и рассеивают тепло. При пайке деталей разных размеров тепло необходимо подводить к более массивной детали, а при пайке деталей из разных материалов — к детали из материала с меньшей теплопроводностью. Во избежание перегрева деталей пайку следует вести по возможности быстро. При недостаточном прогреве узла, а также из-за плохого облуживания или окисления слоя полуды в результате длительного хранения часто образуется так называемая фальшивая пайка. Механическая прочность соединения при фальшивой пайке ничтожна — при эксплуатации изделий паяные швы быстро разрушаются.
Рис. 2. Фальшивая пайка:
Рис. 3. Приемы выполнения пайки паяльником: В момент прогрева узла паяльник рекомендуется держать на одном месте, слегка его покачивая, пока флюс и припой не затекут в зазоры между спаиваемыми деталями. Место соединения не следует заливать большим количеством припоя, так как это не приводит к повышению прочности шва, а лишь увеличивает расход припоя- Некоторые приемы пайки паяльником изображены на рис. 3. Реклама:Читать далее:Ультразвуковая пайкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|