|
|
Категория:
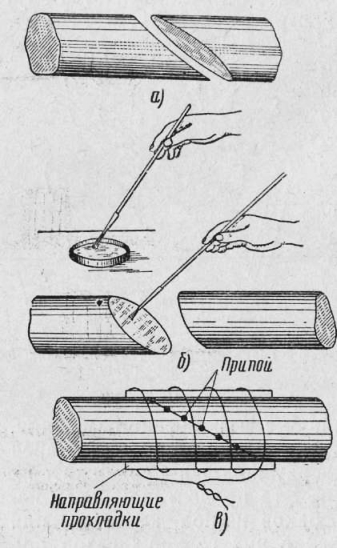
Пайка Далее: Паяние алюминия Подготовляя рабочее место, устраивают в горне или в железном шкафу с вытяжной трубой очаг из кирпичей, раскладывают в очаге древесный уголь, заправляют паяльную лампу или газовую горелку, приготовляют флюс и припой. После этого начинают подготовку деталей к паянию (рис. 296). Прежде всего тщательно очищают поверхности детали в месте спая от окалины и окислов, после этого обмазывают поверхности флюсом, предназначенным для данного металла, и связывают детали вязальной проволокой, чтобы во время паяния они не сместились. Сделав это, вновь покрывают флюсом места спайки и накладывают на них кусочки припоя. Далее производится нагрев. Для этого ставят детали на угли между кирпичами огневого очага. Сначала нагревают место спая медленно и только позднее, когда вздувшаяся бура осядет на место, нагрев усиливают и продолжают до тех пор, пока припой не расплавится и не зальет место шва. Чтобы ускорить разлив припоя, поступают так: место шва посыпают флюсом (бурой) и водят по нему заостренной железной проволочкой. Спаянным деталям дают медленно остыть; такое остывание повышает прочность соединения. Охлаждать только что спаянные предметы в воде нельзя. Когда паяние закончено и изделие полностью охладилось, полученный шов зачищают от излишка наплавленного припоя, затем его обязательно промывают и высушивают в сушилке или сухими опилками. Можно производить сушку сжатым воздухом.
Рис. 1. Паяние твердым припоем
Эту работу следует производить так: Реклама:Читать далее:Паяние алюминияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|