 Практика фрезерования винтовых канавок
Практика фрезерования винтовых канавок
Категория:
Фрезерные работы
Практика фрезерования винтовых канавок
Общие указания
Следует помнить, что профиль фрезы соответствует профилю профрезерованной винтовой канавки в плоскости, перпендикулярной углу наклона канавки, а не в плоскости торца заготовки. Поэтому в случае выбора профиля фасонной фрезы по профилю торца детали необходимо вносить соответствующую корректировку.
Фрезерование цилиндрической фрезы с винтовыми канавками
На рис. 1 показана цилиндрическая фреза с винтовыми зубьями. Угол наклона винтовых канавок со — 30°; винтовая канавка— правая. Передний угол зубьев т = 15°+3°. Материал фрезы — быстрорежущая сталь марки Р18.
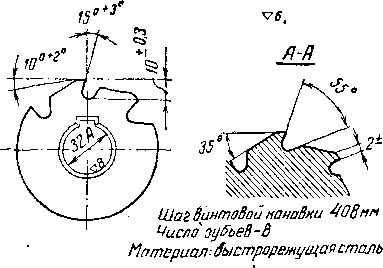
Рис. 1. Чертеж цилиндрической фрезы с винтовыми зубьями
Фрезеровать винтовые канавки треугольного профиля можно только двухугловыми дисковыми фрезами. При работе одноугловой фрезой, у которой режущие грани одной стороны лежат в плоскости, перпендикулярной оси, стенки фрезеруемой канавки будут иметь задиры.
Поэтому в соответствии с углом вершины канавки фрезы, подлежащей изготовлению, выбираем рабочую двухугловую {несимметричную) фрезу с углом 55°, который складывается из двух неравных углов — большего 40° и меньшего 15°; меньший угол соответствует переднему углу нарезаемой фрезы.
Выбор право- или леворежущей двухугловой фрезы производится с таким расчетом, чтобы во время обработки канавки заготовка вращалась в направлении от режущей грани с меньшим углом.
На рис. 2 показано, в какую сторону должна быть повернута заготовка (стол станка) и как должна быть выбрана и установлена двухугловая фреза для нарезания правых и левых фрез. Стрелки обозначают направление вращения заготовки и фрезы.

Рис. 2. Установка двухугловой фрезы и направление вращения заготовки для фрезерования:
а — правой винтовой канавки, б — левой винтовой канавки
Установка заготовки для фрезерования винтовых канавок пооизводится на оправке в центрах делительной головки. Все изложенное ранее по установке заготовки и проверке центров делительных головок следует выполнить для данной обработки.
Часто для сокращения времени, необходимого для определения правильного смещения стола при фрезеровании фрезы с поднутренним зубом, на заготовке размечают предварительно положение передней поверхности или всей впадины одного зуба.
Следует заметить, что, чем больше угол наклона винтовой канавки со, т. е. чем больше угол поворота стола, тем дальше от станины приходится отодвигать стол, чтобы его можно было повернуть на требуемый угол. Фрезу нужно устанавливать по возможности точно над осью вращения стола. Так как определение положения фрезы на оправке отнимает много времени, поступаем следующим образом:
1. Закрепляем заготовку, насаженную на оправку, между центрами делительной головки и затягиваем винтом хомутик.
2. Поворачиваем стол на угол со =30° (угол наклона винтовой канавки).
3. Подаем стол в поперечном направлений до тех пор, пока между столом и станиной останется промежуток 10—15 мм.
4. Устанавливаем и закрепляем рабочую фрезу на оправке в приблизительно надлежащем положении над центром заготовки.
5. Возвращаем поворотом стол станка в исходное положение (угол поворота 0°) и подаем его поперечной подачей, пока центр заготовки не окажется точно под вершиной угла (острием) двухугловой фрезы, как на рис. 224, и затем, вращая рукоятку делительной головки, совмещаем острие фрезы приблизительно с размеченной на заготовке канавкой зуба.
6. Включаем вращение станка и слегка врезаемся фрезой в заготовку, выбирая начало первой канавки строго по разметке, пользуясь винтами поперечной и вертикальной подач и вращением рукоятки делительной головки; убедившись, что двухугловая фреза получила правильное положение для фрезерования канавок, стопорим поперечные и вертикальные салазки стола и приступаем к настройке делительной головки для фрезерования винтовой канавки.
7. Определяем число оборотов рукоятки делительной головки по формуле.
8. Определяем передаточное отношение сменных зубчатых колес по формуле. Проверяем правильную и свободную работу передаточного механизма,, вращая вручную винт продольной подачи стола. Перед вращением винта продольной подачи нужно освободить делительный диск от стопорного штифта (задней защелки), так как вращение винта через передачу сменных колес и внутренний механизм головки передается делительному диску, а от него через рукоятку делительной головки на шпиндель, и задняя защелка, стопорящая делительный диск при обычном делении, может поломаться.
9. Устанавливаем раздвижной сектор делительного диска так, чтобы одна ножка его подошла к защелке рукоятки. При делении надо делать пять полных оборотов и защелка должна быть поставлена в отверстие диска у ножки сектора.
10. Устанавливаем стол станка под требуемым углом 30° (угол наклона винтовых канавок) и закрепляем его болтом.
11. Фрезеруем первую канавку на полную глубину точно по разметке и проверяем ее по шаблону канавки. Опускаем стол и возвращаем заготовку в исходное положение.
12. Производим деление на x/s окружности. Поднимаем стол в исходное положение, подводим вручную заготовку под фрезу и фрезеруем вторую канавку, снова нарезаем канавку и т. д., пока не закончим обработку.
При фрезеровании винтовых канавок особое внимание следует обращать на надежность закрепления заготовки, фрезерной оправки и хомутика. Хомутик должен вращаться таким образом, чтобы он не мог задеть оправку фрезы в конце прохода.
Фрезерование затылка зуба производят торцовой фрезой при помощи вертикальной накладной головки, установленной на универсально-фрезерном станке. Наладка делительной головки и поворот стола такие же, как при работе двухугловой фрезой.
Возможный брак при фрезеровании винтовых канавок
1. Неправильное направление винтовой канавки. Брак неисправимый. Причина: неправильно поставлены сменные колеса (не поставлено промежуточное колесо или, наоборот, его надо снять).
2. Неправильный шаг винтовой канавки. Брак неисправимый. Причины: неправильно подобраны сменные колеса или неверно поставлены (спутаны местами) ведущие и ведомые колеса.
3. Неправильное количество канавок против чертежа. Брак неисправимый. Причины: неправильно выбран делительный круг, неверно производился отсчет по делительному кругу.
4. Неодинаковый размер зубьев по шагу: одни зубья имеют правильную толщину, другие меньшую, третьи большую; шаг зубьев различный. Брак неисправимый. Причины: небрежность в отсчетах при делении; вращение рукоятки в обоих направлениях.
5. Неправильные размеры канавки по ширине и глубине или неправильный профиль ее по шаблону. Брак неисправимый. Причины: неправильно выбрана двухугловая фреза, неправильно установлена фреза по глубине или в поперечном направлении, неправильно повернут стол станка.
6. Недостаточно чистая поверхность обработки. Брак может быть исправлен добавочным проходом. Причины: неправильно повернут стол станка, тупая фреза, большая подача, малая скорость резания, недостаточно жесткое крепление заготовки, задир фрезой при обратном ходе.
Реклама:
Читать далее:
Основные типы отечественных фрезерных станков
Статьи по теме: