|
|
Категория:
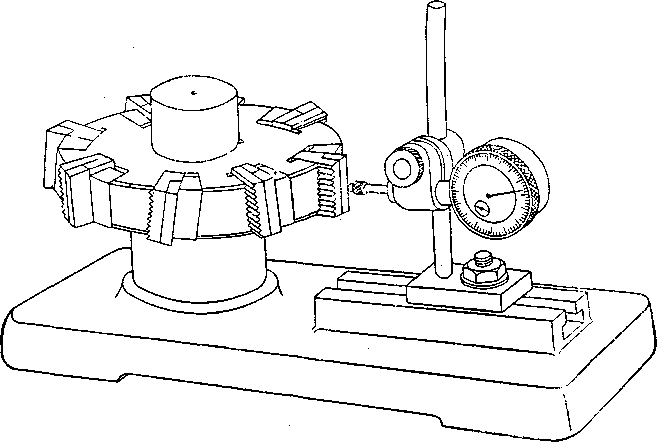
Фрезерные работы Далее: Фрезерование уступов и пазов Общие указания Как видно из предыдущих примеров обработки, настройка станка на режим резания, установка и закрепление фрезы, установка и зажим заготовки являются задачами, более сложными, чем самая операция фрезерования. Мелкие ошибки во время изучения приемов работы на фрезерном станке почти неизбежны, однако недопустимы ошибки, вызывающие порчу заготовки, поломку фрезы или станка и являющиеся результатом невнимательности, неаккуратности и небрежности фрезеровщика. Необходимо твердо запомнить основные правила, вытекающие из рассмотренных простейших фрезерных работ: Выбор фрезы Диаметр фрезы. Малый диаметр фрезы является более благоприятным для чистоты поверхности. Старайтесь всегда выбирать наименьшую подходящую по диаметру фрезу из имеющихся в кладовой. Винтовые зубья. Всякому фрезеровщику известно из практики, что фреза с прямыми зубьями работает с ударами; удары тем сильнее, чем меньше глубина фрезерования и чем реже расставлены зубья фрезы. Наоборот, даже при небольшом наклоне зубьев фреза работает спокойнее. У такой фрезы, по крайней мере, два зуба находятся постоянно в резании, что обеспечивает спокойную и безударную работу. Следовательно, станок и инструмент, работая в спокойных условиях, могут быть сильнее нагружены и дать более высокую производительность и лучшее качество поверхности. Выбор числа зубьев фрезы. Число зубьев фрезы играет существенную роль при фрезеровании. Чем больше число зубьев у фрезы (мелкозубные фрезы), тем меньшей получается подача на один зуб при данной минутной подаче стола. При большом числе зубьев вследствие меньшего их шага врезание каждого последующего зуба происходит более плавно, так как часто предыдущий зуб (особенно при глубине резания 3—5 мм) еще не успевает выйти из контакта с деталью. Фрезы с небольшим числом зубьев (крупнозубые фрезы), имея более прочные зубья, позволяют снимать более крупную стружку, т. е. работают производительнее. Цилиндрические и торцовые фрезы имеют для каждого диаметра определенное число зубьев, зависящее только от типа фрезы (крупнозубая и мелкозубая), поэтому, выбирая диаметр фрезы и ее тип, тем самым выбирают число зубьев фрезы. Для фрезерования с одного прохода и для черновых переходов предпочтительнее выбирать крупнозубые фрезы; для чистового перехода, когда необходима малая подача на один зуб, предпочтительнее мелкозубые фрезы. Биение фрезы. Важным условием является устранение биения фрезы. Если каждый зуб фрезы снимает стружку одинакового сечения, то работа будет более спокойной. Если фреза бьет, то часть зубьев может проходить свободно, не срезая металла, а другая часть зубьев будет захватывать двойную, а то и тройную порцию металла; такая неравномерная нагрузка, несомненно, вызывает пружинение оправки и, следовательно, вибрацию станка. Проверка фрезы на биение производится индикатором. Обычно проверку осуществляют дважды: после переточки фрезы (при получении ее из инструментальной кладовой) и после установки ее на оправке в шпиндель фрезерного станка, т. е. в рабочем положении, так как иногда биение фрезы может быть следствием биения оправки. Для проверки самой фрезы на биение применяют прибор, показанный на рис. 1. Проверку фрезы в рабочем положении, т. е. на оправке в шпинделе станка, производят индикатором. В обоих случаях замеры биения производят как между соседними зубьями, так и по всей фрезе. Общее биение цилиндрической и торцовой фрез на оправке не должно превышать 0,05 мм, а фрезерной головки — 0,06 мм. Закрепление фрезы следует производить как можно ближе к шпинделю, Вылет концевой фрезы должен быть наименьшим. Серьгу следует располагать как можно ближе к фрезе.
Рис. 1. Прибор для проверки фрез на биение
Направление вращения шпинделя При работе фрезами с винтовыми зубьями надо особое внимание обращать на соответствие вращения шпинделя направлению винтовых канавок. Когда направление вращения фрезы и направление винтовой канавки одинаковы, возникает осевая сила, которая стремится вытолкнуть оправку из шпинделя. Осевая сила направлена, как показывает стрелка, слева направо, на серьгу, которая не рассчитана на эту добавочную нагрузку, что может вызвать вибрацию станка и как следствие поломку фрезы. Наоборот, когда направление винтовой канавки является обратным направлению вращения фрезы, возникающая осевая сила затягивает оправку в шпиндель. Осевая сила направлена к передней бабке станка, на передний подшипник шпинделя, который рассчитан на эту добавочную нагрузку. Направление винтовой канавки в концевых и торцовых фрезах важно для обеспечения желательного направления отвода стружки. При обработке закрытого паза или канавки концевой фрезой с винтовыми зубьями стружку необходимо транспортировать вверх; поэтому такие фрезы выполняют и устанавливают, как показано в случаях. Возникающая осевая сила направлена вниз и стремится вытолкнуть фрезу из гнезда шпинделя, поэтому приходится крепление фрезы выполнять более тщательно и прочно. При обработке концевой и торцовой фрезами открытой плоскости винтовому зубу надо дать такое направление, чтобы стружка транспортировалась вниз и осевая сила была направлена в сторону гнезда шпинделя как наиболее жесткой части станка. Такое положение имеет место в случаях 3 и 4. Выбор угла наклона винтовой канавки С увеличением угла наклона режущих кромок в контакте будет находиться еще при одинаковых условиях обработки стали больше зубьев, что дает более плавную работу фрезерования. Увеличение угла наклона режущей кромки вызывает увеличение мощности, потребной на резание, увеличение осевой силы и веса снимаемой стружки. На рис. 118 показаны различные формы стружки и ее вес при различных углах наклона винтовых зубьев со (30; 45 и 70°) и различном числе зубьев (z=9, z=5, г = 3) при неизменных диаметре фрезы 90 мм, ширине фрезерования 150 мм, скорости резания 14,7 м/мин и подаче 440 мм/мин.
Рис. 2. Установка спаренных фрез:
а — правильная, б — неправильная
Рис. 3. Спаренные цилиндрические фрезы со вставными ножами
Рис. 4. Составные цилиндрические фрезы
Спаренные фрезы При большей ширине обрабатываемой плоскости рекомендуется применять спаренные фрезы. Их необходимо устанавливать так, чтобы осевые силы были направлены навстречу друг другу и тем самым стремились сблизить обе фрезы. Для получения чистой поверхности обработки спаренные фрезы со вставными зубьями изготовляют с перекрытием. При наличии перекрытия небольшой осевой сдвиг обеих фрез не окажет влияния. При обработке очень широких поверхностей применяют составные цилиндрические фрезы, состоящие из сочетания правых и левых цилиндрических фрез шириной L = 37,5 мм со вставными ножами;-такие фрезы составляют, как показано на рис. 4. Реклама:Читать далее:Фрезерование уступов и пазовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|