|
|
Категория:
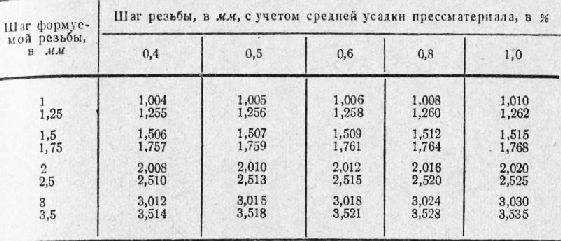
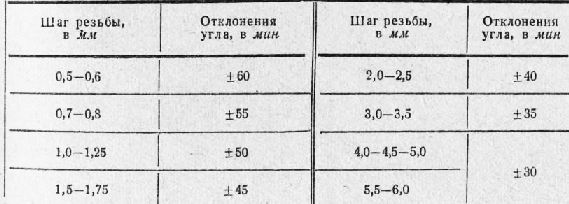
Пресс-формы Далее: Линии чертежа При расчете размеров резьбовых знаков и колец необходимо учитывать характер сопрягаемых изделий, т.е. материал, из которого они изготовлены. Обычно на практике встречаются два вида ввинчиваемых изделий — пластмассы с пластмассой и металла с пластмассой. В результате усадки прессматериала профиль резьбы в пластмассовых изделиях искажается. Это искажение сказывается не только на уменьшении среднего диаметра, но и на изменении шага и угла резьбы. Так, например, при шаге резьбы 2 мм его уменьшение достигает 0,01-0,02 мм на каждый виток резьбы, что при большой длине свинчивания приводит к значительным погрешностям по шагу. При сопряжении на резьбе двух пластмассовых изделий при длине свинчивания до двух диаметров резьбы уменьшением шага и искажением профиля можно пренебречь, так как условия изготовления обоих изделий одинаковы. Таким образом, резьбовое соединение пластмассы с пластмассой обеспечивается правильным расчетом исполнительных размеров резьбовых знаков и колец без введения дополнительной коррекции на увеличение шага резьбы. Таблица 1 Допускаемые отклонения шага по длине свинчивания, равной 1,5 диаметра резьбы, при шаге до 0,75 мм составляют 0,2 мм и при шаге более 0,75 мм ± 0,015 мм. Допускаемые отклонения половины угла профиля резьбы приведены в табл. 2. Таблица 2 Размеры резьбовых знаков и колец, обеспечивающих формование резьбы непосредственно в прессуемых деталях, рассчитываются по наружному, среднему и внутреннему диаметрам резьбы.
Рис. 1. Эскизы резьбового знака (а) и резьбового кольца (б)
В табл. 3 и 4 приведены размеры резьбовых знаков и резьбовых колец с крупным и мелким шагом 3-го класса точности согласно ГОСТ 9150-59, пересчитанные для материалов с усадкой от 0,6 до 1%. При пересчете учтена средняя усадка 0,8%. Расчет высоты полости загрузочной камеры. Диаметральные размеры полостей загрузочных камер в плане являются конструктивным элементом и задаются конструктором в зависимости от конфигурации формующей полости и количества формующих полостей (в прессформах с общей загрузочной камерой). Поэтому увеличение объема полости загрузочной камеры осуществляется только за счет увеличения ее высоты. В свою очередь, высота полости загрузочной камеры зависит от следующих факторов: После определения объема загружаемого прессматериала производится расчет высоты полости загрузочной камеры.
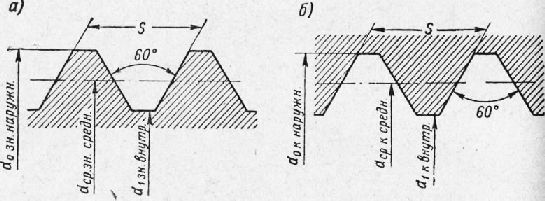
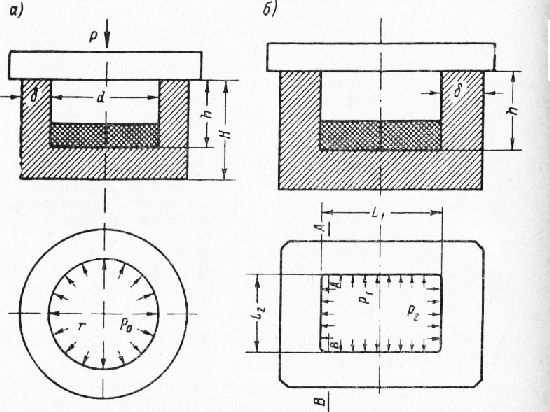
Рис. 2. Определение высоты загрузочной камеры для нетаблетировэнного прессматериала
В компрессионных прессформах количество загружаемого пластического материала несколько превышает расчетный объем ввиду потерь на грат и т. п. Кроме того, необходим некоторый запас высоты загрузочной камеры прессформы для направления пуансона в камере до соприкосновения его с прессматериалом. С этой целью высота Н загрузочной камеры в приведенных формулах увеличена на 0,5-1,0 см, причем эта величина меняется в зависимости от конфигурации оформляющей части» пуансона. Так, для пуансонов, имеющих на оформляющей части выступы, она принимается равной 1 см, а для пуансонов с гладкой рабочей поверхностью — 0,5 см. Высота загрузочной камеры прессформы, предназначенной для таблетированного материала, зависит от формы и размеров таблеток и способа их размещения в загрузочной камере и оформляющем гнезде. На практике при конструировании прессформ для изделий простой конфигурации зачастую не производят расчета высоты загрузочной камеры, а принимают ее в 3-4 раза больше толщины изделия, исходя из того, что в среднем удельный объем для большинства пластических материалов колеблется от 2 до 3 сж3/г. Например, если изделие толщиной 5 мм в виде пластины без выступов прессуется в прессформе закрытого типа, то высоту загрузочной камеры принимают равной 20 мм. Прессформа полузакрытого типа для этого же изделия имеет загрузочную камеру высотой 15 мм. Величина допускаемого напряжения ав зависит от применяемой стали, а также от величины коэффициента запаса прочности. При четырехкратном запасе прочности, желательном для обойм и загрузочных камер прессформ, величина допускаемого напряжения для легированной стали может достигать 2000 кг/см2.
Рис. 3. Схема действия сил на стенки матрицы
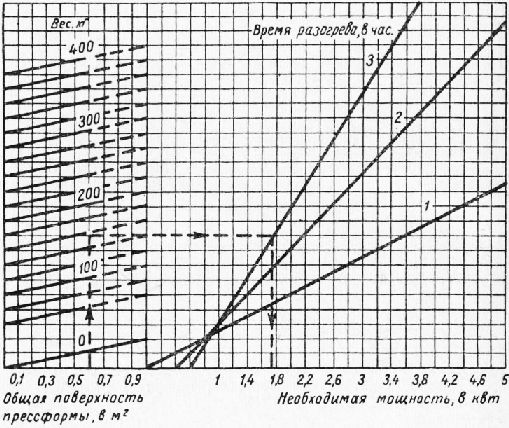
Расчет потребной мощности для электрического обогрева стационарных прессформ производится раздельно для верхней и нижней частей прессформы. Для определения потребной электрической мощности обогрева прессформ можно пользоваться номограммой. Зная вес пресс-формы (в кг), общую площадь ее поверхности (в м2) и время разогрева (в час), мы получим потребную для прогрева мощность (в кет).
Рис. 4. Номограмма для определения мощности электрообогрева прессформ
Реклама:Читать далее:Линии чертежаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|