|
|
Категория:
Электромонтер-ремонтник Ремонт электромагнитных катушек. Электромагнитные катушки бывают каркасными и бескаркасными. Наиболее часто встречающиеся повреждения следующие: трещины в каркасе длиной до 15 мм, которые устраняют следующим образом: поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10—15 мин высушивают на воздухе. Далее наносят второй слой и подсушивают еще 5—10 мин. После этого склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5-2 ч при температуре 100-110 °С. После чего охлаждают и снимают бандаж;
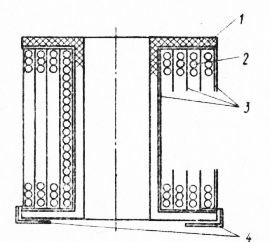
Рис. 1. Каркасная катушка:
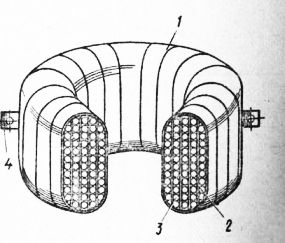
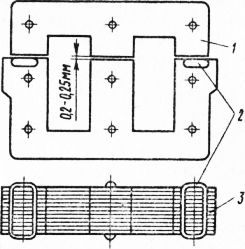
Рис. 2. Бескаркасная катушка: В этом случае катушку помещают в сушильный шкаф при температуре 60 — 70 °С на несколько часов. После просушки проверяют сопротивление изоляции и, если достигнута норма не менее 1 МОм, сразу же производят ее пропитку в лаке № 458 и вторично сушат в течение 8 ч при температуре 100 °С; повреждение наружного слоя изоляции катушки или обрыв обмоточного провода в верхних слоях обмотки. В этом случае снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек. При сильных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой или намотана вновь. Выполнение каркасных катушек. Удаляют обгоревшую или вышедшую из строя обмотку. Каркас очищают от грязи бензином и вытирают насухо. Подбирают необходимый для катушки провод, параметры которого должны соответствовать паспортным данным. Конец провода зачищают от изоляции и облуживают припоем ПОС-ЗО. Зачистку провода следует производить шлифовальной шкуркой. Зажимы вставляют в пазы каркаса катушки и тем же припоем припаивают конец облужен-ного провода. Вывод лучше делать большего сечения, и в этом случае к концу обмотки припаять кусок провода большего сечения. Место пайки изолируют полоской миканита. Перед установкой каркаса катушки на намоточный станок каркас следует обернуть двойным слоем конденсаторной бумаги, толщиной 0,02 — 0,03 мм и конец ее приклеить к каркасу. Если в катушке не предусматриваются зажимы, то начало провода выводят и закрепляют нитками и под него подкладывают полоску из стеклоткани. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Если обрыв все же произошел, то, припаяв концы провода, изолируют место пайки лакотканью. Проход при намотке должен ложиться ровным плотным слоем. Между 1-2 слоями обмотки укладывают межслоевую изоляцию из конденсаторной бумаги. Если катушка нагрево-стойкая, то для межслоевой изоляции используют тонкую стеклоткань. Выводы обмотки (при отсутствии зажимов) могут быть Мягкими или жесткими. Мягкие выполняют из гибких монтажных проводов. Место пайки мягкого вывода с обмоткой изолируют поливинилхлоридной трубкой, на которую накладывают полоску лакоткани. Жесткие выводы делают из предварительно луженых медных полосок. От обмотки их изолируют прокладками. Концы обмоток предварительно крепят к катушке нитками и припаивают к выводам. Места пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода. Выполнение бескаркасных катушек. По размерам дефектной катушки изготавливают оправку. Размеру оправки с учетом ее изоляции должен соответствовать сердечник, для которого предназначена катушка. Оправку устанавливают в центрах токарного станка или намоточного приспособления. В обоих случаях при намотке должен быть применен счетчик оборотов. На оправку укладывают 3 — 4 слоя тафтяной ленты с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа. По тафтяной ленте оправку оборачивают двумя слоями электрокартона толщиной 0,2 — 0,3 мм и шириной, равной высоте катушки. К началу обмотки припаивают припоем ПОС-40 кусок гибкого выводного медного провода или выполняют жесткий вывод. Место пайки изолируют полоской миканита. При намотке катушки каждый слой покрывают пропиточным лаком и покрывают тонкой конденсаторной бумагой шириной на 5 — 7 мм больше высоты катушки. Эти края бумаги завертывают под крайние витки катушки. На конце обмотки делается вывод, аналогичный началу. Катушку бандажируют. Изготовленные каркасные и бескаркасные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80 — 90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком MJI-92 и держат до прекращения выделения пузырьков, после чего еще раз сушат в течение 4 — 5 ч при температуре 100 — 110 °С. Высушенную обмотку катушки обматывают 2 — 3 слоями конденсаторной бумаги, двумя слоями лакоткани или тафтяной лентой, очищают выводы и каркас от слоя лака, наклеивают бирку. Готовую к эксплуатации катушку испытывают на прочность изоляции переменным напряжением 2000 В с частотой 50 Гц в течение 1 мин, плавно снижая напряжение до нуля. Сопротивление изоляции катушки после испытания не должно быть меньше 0,5 МОм. Ремонт магиитопроводов. Повреждения у магнитопроводов устраняют следующим образом: Уменьшенная величина (менее 0,2 мм) воздушного зазора между средними кернами сердечника и якоря магнито-провода доводится до нормы 0,2 — 0,25 мм подпиливанием среднего керна якоря (или сердечника), что проверяется щупом. Допускается непараллельность плоскостей в пределах 0,01 мм. Рекомендуется для сохранения зазора устанавливать немагнитную пластинку. Поверхность магнитопровода очищают хлопчатобумажной салфеткой, смоченной в бензине. Очищенные сердечник и якорь погружают в ванночку с эмалью № 206 так, чтобы поверхности их соприкосновения не были покрыты лаком. Окрашенные детали сушат на воздухе. Ремонт металлических кожухов. Прогибы и вмятины на поверхности кожуха устраняют с помощью набора оправок и слесарного молотка. Трещины и надрывы заваривают в пламени ацетиленовой горелки. Место заварки очищают до блеска и рихтируют. Окраску осуществляют по очищенной и загрунтованной поверхности. Ремонт дугогасящих камер и деионных решеток. Незначительные повреждения (трещины, поломки щек) могут быть устранены склеиванием клеем БФ-2. При этом надо следить, чтобы потеки клея не оставались на внутренних поверхностях камер. С наружной стороны щели поврежденной камеры заклеивают тонким электрокартоном. Поврежденные деионные решетки можно изготовить из малоуглеродистой стали. В ремонтном цеху следует сохранять детали вышедшего из строя оборудования, пригодные детали могут быть использованы. В частности, прогоревшие щеки дугогасительных камер могут быть заменены из числа сохранившихся.
Рис. 3. Магнитопровод магнитного пускателя: Реклама:Читать далее:Особенности ремонта взрывозащищенных аппаратов и светильниковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|