|
|
Категория:
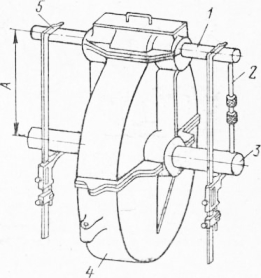
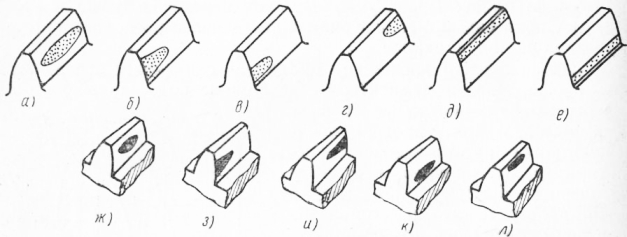
Ремонт промышленного оборудования Далее: Сущность явления износа Сборка зубчатых передач Технические требования на сборку зубчатых передач зависят от их назначения и заданной точности. Сборка зубчатых колес, работающих с большой частотой вращения и передающих значительные нагрузки, выполняется с более высокой точностью. В таких передачах даже небольшое превышение зазора между сцепляющимися зубьями колес против нормального ведет к сильным ударам, а значит, к быстрому износу зубьев, иногда к их поломке. Разумеется, в тихоходных и мало нагруженных передачах удары зубьев будут не столь ощутимы, поэтому здесь требования к точности могут быть менее строгими. Зубчатые колеса по точности изготовления их при ремонте должны отвечать тем же техническим условиям, которые установлены для зубчатых передач в новом оборудовании. Установлено степеней точности для зубчатых передач. Известно, что степень точности характеризуется величиной допуска, выбираемой конструктором применительно к конкретным условиям работы зубчатых колес в комплекте или механизме. Прямозубые колеса, которые должны работать со скоростью выше м/с, следует изготовлять по 5-й степени точности. Для прямозубых колес, работающих со скоростью до м/с, установлена 7-я степень, до м/с — 8-я степень и менее м/с — 10-я степень точности. Хорошо изготовленные и правильно собранные зубчатые передачи работают плавно и бесшумно. В таких передачах зубчатые колеса имеют постоянный шаг, и зубчатый венец колес расположен строго перпендикулярно к их оси. У находящихся в зацеплении цилиндрических колес осй должны быть параллельны и межцентровое расстояние колес должно строго выдерживаться. Вследствие износа шеек валов, износа подшипников межцентровое расстояние изменяется, притом, как правило, в сторону увеличения. Поэтому при сборке нужно проверить это расстояние и, если оно отклонилось от номинального, восстановить его. На рис. 1 показаны два способа проверки межосевого расстояния А у колес редуктора: штангенциркулем и штихмасом. Для замера в посадочных отверстиях корпуса редуктора устанавливают контрольные оправки. К полученному размеру надо прибавить радиусы оправок, когда измерение ведется штихмасом, и от него надо вычесть величины радиусов оправок, если измерение выполняется штагенциркулем. Межосевое расстояние А удобно контролировать мерными плитками. Правильность зацепления цилиндрических зубчатых колес определяют при сборке мягким щупом или по краске. Щуп — свинцовая лента шириной, примерно равной высоте зубьев проверяемых колес. Толщина ленты 0,1—0,2. мм. Для проверки зацепления ленту закладывают между зубьями колес и колеса проворачивают. На ленте образуется оттиск, по которому и судят о правильности контакта зубьев. Величину зазора между зубьями определяют измерением толщины ленты в месте оттиска микрометром или штангенциркулем. Проверка зацепления цилиндрических колес на краску производится так. Зубья ведущего колеса покрывают тонким слоем краски, после чего это колесо несколько раз проворачивают; по отпечатку краски (пятну касания) на зубьях ведомого колеса судят о правильности зацепления. Пятно касания, свидетельствующее о правильном зацеплении, изображено на рис. 2, а; оно должно занимать 70—80% поверхности зуба.
Рис. 1. Замеры расстояния между осями При сборке конических передач проверяют правильность зацепления и величину бокового зазора. Отпечаток краски при правильном зацеплении в пределах 6-й степени точности должен составлять 70% длины и высоты зуба, а в пределах 8-й степени точности — 50%.
Рис. 2. Проверка зацепления цилиндрических и конических зубчатых колес но отпечаткам краски: Смещение отпечатка и искажение его формы указывают на следующие дефекты: погрешности корпусной детали (отклонение от перпендикулярности осей); погрешности зубчатых колес, неточность регулировки зацепления. При уменьшении угла между осями отверстий корпуса отпечаток смещается к пятке зуба, а при увеличении угла — к носку зуба. При чрезмерно глубоком зацеплении зубья колес будут заклиниваться, а при недостаточно глубоком зуб будет ударяться о зуб, что может привести к поломкам. Этого можно избежать. В первом случае ведомое колесо удаляют от ведущего, а во втором ведомое колесо приближается к ведущему. Сборка червячных передач. При сборке червячных передач проверяют правильность зацепления червяка g червячным колесом Для этого на винтовую поверхность червяка наносят тонкий слой краски, вводят червяк в зацепление с колесом и проворачивают червяк несколько раз до получения отпечатков на зубьях.
Рис. 3. Проверка зацепления червячной передачи: Если зацепление правильное, пятно касания размещается по центру колеса в направлении его вращения, занимая на поверхности зуба не менее 55% его высоты и 50% его длины в передачах 6-й степени точности, не менее 55% высоты зуба и 25% его длины в передачах 10-й степени точности. Смещение отпечатка свидетельствует о неправильном зацеплении червяка с червячным колесом и о необходимости его регулирования. Если ось червяка оказывается вне средней плоскости сечения червячного колеса, сдвигают колесо вдоль его оси, подрезая при необходимости один из торцов колеса и устанавливая g другого торца компенсирующее кольцо. Собранную червячную пару подвергают испытанию в работе, при этом проверяют температуру нагрева червяка, колеса и подшипников, которая не должна превышать 40—45 °С; легкость проворачивания элементов передачи; степень и характер шума, издаваемого работающей передачей. Шум должен быть как можно меньшим. Реклама:Читать далее:Сущность явления износаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|