|
|
Категория:
Материалы для газовой сварки Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кисло-родные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2—30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла. ТТо важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных тина: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность Горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа. Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 ати. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 ати), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 ати инжекторная горелка становится незаменимой, единственно пригодной.
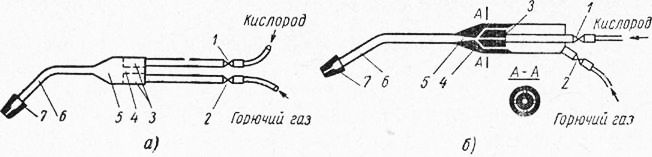
Рис. 1. Сварочные горелки:
а — безынжекторная; б — инжекторная
Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (рис. 1, а). Кислород поступает в горелку но резиновому шлангу и через приемный ниппель и регулировочный вентиль проходит в смеситель, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль. Из смесителя смесь горючего газа с кислородом поступает в камеру смешения, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника и через калиброванный канал мундштука выходит наружу, где и сгорает, образуя сварочное пламя. Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки. Таким образом, сварочная горелка может нормально работать лишь, при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70—160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5—0,7 ати. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена. Безынжекторные горелки могут быть построены как для ацетилена, гак и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления. Промышленное применение находят чаще инжекторные горелки (рис. 1, б). Кислород под давлением 3—4 ати поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения. Вырываясь с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение в камере инжектора и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль в камеру инжектора, из которой он поступает в камеру смешения; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука. Под действием инжектирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000—3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3—3,5 ати. Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку. Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежете в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против пормы и усиливается окислительное действие сварочного пламени. Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси. Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки. Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начи-пая с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка. Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекториая. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера. Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером. Для примера рассмотрим выпускаемую в Советском Союзе инжекторную универсальную горелку ГС. Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода и для ацетилена. Далее кислород идет по трубке, ацетилен — по трубке и подходят к регулировочным вентилям для кислорода и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор, далее в камеру смешения и по трубке наконечника идут в мундштук, на выходе из которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой. Регулировочные вентили газов удобно расположены и позволяют йварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Расположение вентилей выгодно смещает центр тяжести горелки, улучшает ее баланс и уменьшает утомляемость сварщика. Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 ати для всех размеров наконечников. Стандартные горелки изготовляют четырех типов: ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05—0,6 мм. Она комплектуется двумя
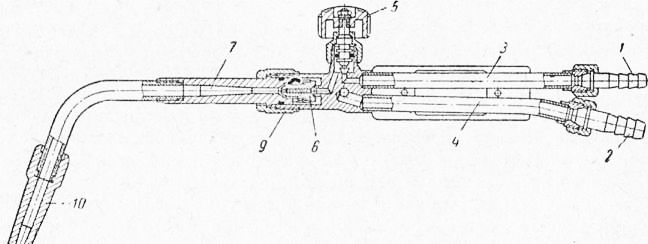
Рис. 1. Универсальная сварочная горелка ГС
наконечниками № 00 с расходом ацетилена 10—25 л/ч и № 0 с расходом 25—60 л/ч; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3—4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5—30 мм, комплектуется семью наконечниками, №1,2, 3, 4, 5, 6, 7; вес горелки 0,5 кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30—100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800—4500 л/ч и № 9 с расходом ацетилена 4500—7000 л/ч; вес горелки 1,34 кг. При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра нламени.
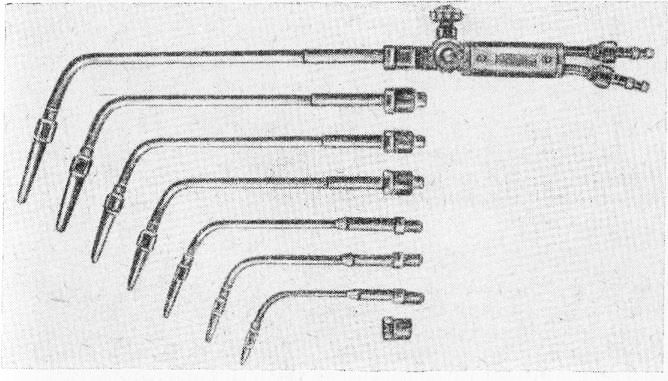
Рис. 2. Сварочная горелка ГС-3 с комплектом наконечников
Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму. Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь, медными или латунными прочищал-ками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность. Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение. В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке. Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом. Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей—ствола и наконечника. Ствол имеет кислородный и ацетиленовый ниппели с трубками, рукоятку, корпус с кислородным и ацетиленовым вентилями. Инжектор представляет собой цилиндрическую деталь с центральным каналом малого диаметра — для кислорода и периферийными, радиаль-но расположенными каналами — для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см2. Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль, составляет от 0,5 до 4 кгс/см2. В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100—140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150 °С. В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке. Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции. Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней оШНости — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
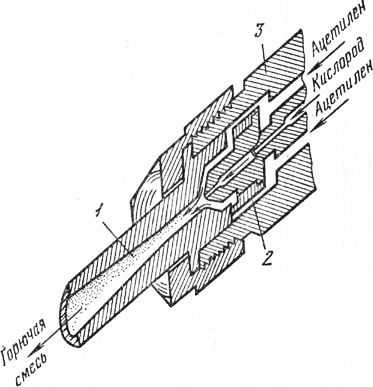
Рис. 1. Разрез инжекторного устройства:
1 — смесительная камера, 2—инжектор, 3 —корпус горелки
Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетилено-кислородной сварки стали толщиной 0,5—30 мм. В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой. Обязательный комплект включает наконечники № 3, 4 н 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее. Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2—4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм. Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-1 и ГЗУ-2-62-П; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая — для подогрева металла. Для пла-менной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетилеио-кисло-родная горелка ГАО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм. Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3. Сварку и другие виды обработки металлов пропан-бутан-кисло-родным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками. Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше. Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки. Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» — в горелке «Звездочка». Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля. Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по-форме и размерам. Мунднштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5—1 мм, калибровкой и полировкой выходного отверстия. После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70. Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см2. Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления. Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа. Реклама:Читать далее:Структура ацетилено-кислородного пламениСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|