|
|
Категория:
Шлифовальные станки Далее: Стойкость и износ круга Усилия, действующие в процессе шлифования, определяют характер работы абразивных зерен и оказывают влияние на точность обработки, качество поверхности и температуру в зоне шлифования. При резании шлифовальным кругом различают три составляющие силы шлифования. Усилие Рг — тангенциальная составляющая. По величине этого усилия определяется мощность электродвигателя для вращения круга. Усилие Ру — радиальная составляющая, т. е. усилие, с которым круг прижимается к обрабатываемой поверхности. Величиной радиальной составляющей усилия шлифования определяется глубина внедрения отдельных абразивных зерен в обрабатываемую поверхность, что, в свою очередь, обусловливает производительность процесса по съему металла и шероховатость обработанной поверхности. Действие радиальной составляющей усилия шлифования вызывает отжатие системы. Усилие Рх — осевая составляющая. Это усилие направлено параллельно направлению продольной подачи.
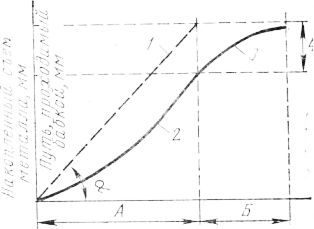
Рис. 1. График нарастания накопленного съема металла за рабочий цикл Радиальная составляющая при шлифовании Ру больше тангенциальной Рг. Соотношение Pv/Pz колеблется в пределах от 1,8 до 2,5 и возрастает за период стойкости круга (в связи с его притуплением) с уменьшением размера зерна (в диапазоне от 40 до 16), с увеличением твердости круга. Усилие Рх составляет 15—20% от Рг. Мощность N, затрачиваемую при шлифовании на резание, можно определить по формуле (кВт): N= (PzvK)/102, где vK — скорость круга, м/с. При шлифовании толщина среза значительно меньше, чем при других видах обработки, что вызывает увеличение удельной энергии шлифования. На съем 1 кг стружки расходуется (кВт-ч) при токарной обработке — 0,2—0,6, при шлифовании — 2—4. Главной составляющей силы резания при шлифовании является сила на преодоление внешнего трения. Это объясняется малыми сечениями среза, произвольными и невыгодными углами режущих абразивных зерен (отрицательными передними углами). Сила и мощность резания при шлифовании с увеличением: поперечной, продольной и круговой подач — возрастает в степени 0,7, частоты вращения круга — снижается в степени 0,3, диаметра обрабатываемой детали — возрастает, процентного содержания углерода в стали — незначительно снижается, размера абразивного зерна в интервале от 16 до 40 — снижается, твердости круга — возрастает, продольной подачи при правке круга — снижается. Реклама:Читать далее:Стойкость и износ кругаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|