 Восстановление и изготовление слесарного инструмента
Восстановление и изготовление слесарного инструмента
Категория:
Пайка
Восстановление и изготовление слесарного инструмента
Заправка и восстановление инструмента — дело серьезное и ответственное, требующее большого внимания слесаря. От того, как подготовлен инструмент, зависят производительность и качество обработки. Слесарю приходится заправлять и восстанавливать зубила, крейцмейсели, кернеры, бородки, развертки и другой слесарный инструмент.
Зубило и крейцмейсель, как указывалось, изготовляют из углеродистой и инструментальной стали У7А.
Сработанное зубило надо заправлять так:
1) захватить клещами конец зубила со стороны ударной части и медленно нагреть другой конец до вишнево-красного цвета;
2) нагретый конец отковать (оттянуть) до необходимого размера;
3) перехватить клещами откованную часть зубила, нагреть и отковать другой конец — ударную часть зубила;
4) после ковки отжечь зубило;
5) опилить режущую и ударную части зубила; при опиливании режущей части следить за тем, чтобы режущие грани были одинаковой ширины;
6) закалить режущую часть на длине 30 мм, а ударную часть — на длине 15 мм, зачистить закаленные места; отпустить режущую часть до появления цвета побежалости от темно-желтого до фиолетового, а ударную часть — до синего;
7) заточить зубило под угол, соответствующий обрабатываемому материалу;
8) изготовленное зубило испытать обрубкой железной полосы толщиной 4 мм и шириной 50 мм.
Новое зубило нужно изготовлять так:
1) отрезать от прутка стали заготовку по длине зубила, захватить заготовку клещами за один конец и нагреть другой конец или же выбрать пруток длиной 600—700 мм, взять его за один конец рукой в рукавицах, а другой конец нагреть, затем этот конец отковать под режущую часть зубила;
2) отмерить на прутке длину зубила от откованного конца, нагреть пруток в этом месте и отрубить требуемый кусок кузнечным зубилом;
3) захватить клещами отрубленный кусок за откованную часть, нагреть противоположный конец и отковать ударную часть зубила.
Далее повторяются операции, указанные в предыдущем примере, начиная с п. 4.
Крейцмейсель восстанавливают и изготовляют так же, как и зубило, только отковка режущей части у него несколько сложнее. После закалки и заточки крейцмейсель испытывают прорубкой шпоночной канавки глубиной не менее 3 мм и шириной, равной ширине режущей кромки, на длину 40—50 мм.
Бородки, сильно изношенные или поломанные, не исправляют, а заменяют новыми. Изготовляют этот инструмент из стали марки У8 и У8А. Чтобы изготовить квадратный или круглый бородок, нужно выполнить следующее:
1) отрезать от прутковой стали заготовку по длине бородка;
2) захватить клещами заготовку за один конец, нагреть другой конец до вишнево-красного цвета и отковать (оттянуть) коническую часть бородка;
3) перехватить клещами откованную часть, нагреть другой конец и отковать ударную часть;
4) опилить стороны квадратного бородка или коническую поверхность круглого бородка и торец бородка;
5) закалить с отпуском рабочую часть на всю ее длину, а ударную часть — на длину до 15 мм;
6) испытать бородок, пробив десять отверстий в листовой стали марки Ст.О толщиной 0,8—1 мм (лист положить на твердое дерево).
Кернер изготовляют из углеродистой инструментальной стали марок от У7А до У10А. Его можно сделать из круглого, квадратного или восьмигранного материала либо токарным способом, либо слесарным.
Слесарным способом кернер изготовляют так:
1) от круглой или восьмигранной прутковой стали отрезают заготовку по длине кернера;
2) захватив заготовку клещами за один конец, нагревают другой конец до вишнево-красного цвета и отковывают (оттягивают) коническую часть;
3) перехватив кернер клещами за откованную часть, нагревают другой конец и отковывают ударную часть;
4) опиливают коническую часть, острие и ударную часть кернера;
5) закаливают с отпуском рабочую часть на длину до 20 мм, а ударную часть кернера—на длину до 15 мм;
6) изготовленный кернер испытывают, накернив на полосе стали марки Ст. 6 десять точек.
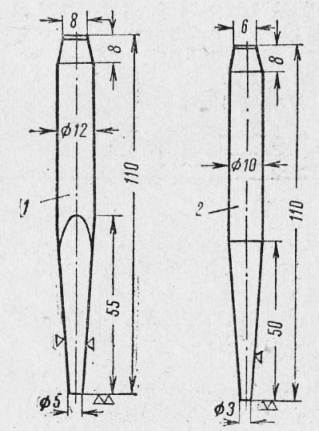
Рис. 1 Эскиз бородка
Отвертки изготовляют из инструментальной углеродистой стали марки У7. Заправку сломанного или выкрошившегося конца отвертки надо производить так:
1) выбить из отвертки заклепки и снять деревянные;
2) захватить клещами ручку отвертки и нагреть;
3) отковать (оттянуть) клинообразно конец отвертки, производя ковку сначала по плоскости, затем по ребру; после этого окончательно выправить отвертку ковкой с попеременным поворотом то на плоскость, то на ребро;
4) после ковки отжечь рабочий конец отвертки;
5) опилить и зачистить рабочий конец;
6) закалить с отпуском до темно-синего цвета рабочий конец отвертки на длине 20 мм;
7) приклепать деревянные накладки.
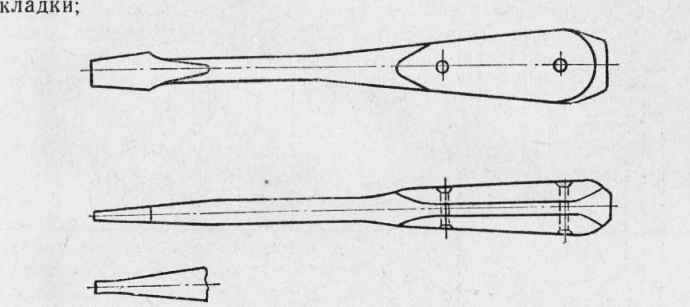
Рис. 2. Отвертка
Реклама:
Читать далее:
Отвинчивание и завинчивание резьбовых деталей и исправление их
Статьи по теме: