|
|
Категория:
Резание металла Далее: Подводная резка металлов В этом схюсобе металл расплавляется дугохх с неплавящимся угольным или графитным электродом и расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воздушно-дуговой процесс чаще используется для поверхностной обработки или строжки металла, но может быть использован и для разделительно11 резки. При строжке электрод располагают под углом 30—45° к поверхности металла и конец электрода несколько углубляют в обра-дующуюся канавку; выплавляемый металл разбрасывается вперед и в стороны. Для разделительной резки электрод углубляют на всю толщину металла, располагая его под углом 60—90° к поверхности металла; продукты резки выдуваются потоком воздуха сквозь щель реза. Окисление выдуваемого металла не очень значительно, и выдуваемые продукты на 80% состоят из металлического железа. Исследования показали, что при воздушно-плазменной резке 25—30% энергии идет на выплавление металла, 25—30% отводится в массу металла, 45—50% идет на нагрев электрода и воздушного потока.
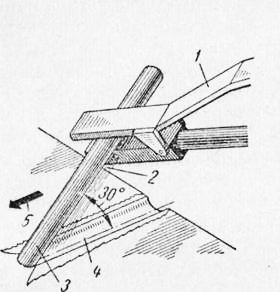
Рис. 1. Воздушно-дуговая строжка:
1 — резак; 2 — воздушная струя; 3 — электрод; 4 — вырезаемая канавка; 5 — направление строжки
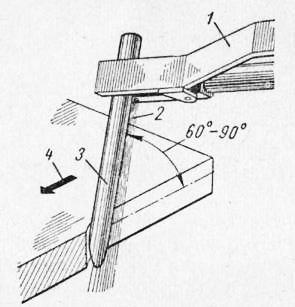
Рис. 2. Воздушно-дуговая разделительная резка:
1 — резак; 2 — воздушная струя; 3 — электрод; 4 — направление резки
Расход электродов пропорционален току: g = кс1 г!ч, где g — вес израсходованного электрода в г; 1 — ток в а; кс — коэффициент, величина которого 1,5—3 г/а-ч. Плотность материала электродов 1,5—1,6. Хорошие результаты дают омедненные электроды, покрытые слоем меди толщиной около 0,1 мм. Омеднение уменьшает расход электродов. Резка, как правило, ведется на постоянном токе обратной полярности, т. е. на электрод дается плюс, а на изделие — минус источника тока. Производительность па нормальной полярности и на переменном токе уменьшается в 2—3 раза. Процесс весьма производителен, коэффициент выплавления кь = = 25 Ч- 30 г/а * ч. Скорость строжки канавки может доходить до 2—3 м/мин; при скоростях свыше 1 м/мин наблюдается повышение содержания углерода в поверхностном слое металла, при меньших скоростях науглероживания не происходит. Обычно наиболее целесообразной считают скорость строжки 0,4—0,6 м/мин. Воздушно-дуговая резка выполнима во всех пространственных положениях и находит достаточно широкое применение для удаления дефектного металла с поверхности отливок, поковок и проката; вырубки дефектных сварных швов; разделки трещин; разделки канавки на обратной стороне двусторонних швов; разделки кромок листов под сварку; удаления заклепок, твердых наплавлеиных слоев и пр., а также для разделительной резки нержавеющих сталей и других металлов, не поддающихся газокислородной резке при небольших толщинах металла; прожигания монтажных отверстий и т. д.
Рис. 3. Воздушно-дуговой резак РВД-1
Резак для воздушно-дуговой резки представляет собой держатель электродов усиленной конструкции на большие токи; головка держателя имеет сопла для воздуха. Для воздушно-дуговой резки пригодны нормальные источники тока, применяемые для дуговой электросварки. Оптимальное давление воздуха при воздушно-плазменной резке 5—7 кГ1см2. Давление свыше 8 кПсм2 понижает устойчивость дугового разряда, менее 4 кГ/см2 замедляет выплавление металла. Нормальный расход воздуха 20—40 м3/ч. Реклама:Читать далее:Подводная резка металловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|