|
|
Категория:
Цветные металлы Имеется в виду защита пленками, искусственно создаваемыми при фосфатировании и воронении — для стали, при анодной обработке и химическом оксидировании — для алюминиевых и магниевых сплавов. Фосфатирование — создание тонкой защитной пленки, содержащей фосфорнокислые соли железа и марганца. Обработка Жоводится в ванне, содержащей препарат «Мажеф» (соединение марганца, железа и фосфора), при температуре 95—98° в те-ение 0,5—3 часов (до прекращения выделения водорода). Ре-4 мендуется для всех стальных деталей, подвергающихся окраске После фосфатирования и окраски детали хорошо противостоят воздействию атмосферы, пресной и морской воды. Воронение (оксидирование) — искусственное получение на поверхности стальной детали защитной окисной пленки, состоящей главным образом из Fe304. Существует много способов воронения. Одним из них является выдержка в ванне, содержащей щелочь NaOH и азотисто-кис-лый натрий NaN02, при температуре 135—145° в течение от 10 минут до 2 часов. При выдержке в горячем минеральном масле также происходит воронение. Окисная пленка после воронения является пористой. Для пассивирования участков пор производится обработка в мыльном растворе. Кроме того, повышение стойкости вороненых деталей достигается промасливанием их. Воронению подвергают пружины и многие детали вооружения. Анодирование (анодная обработка) состоит в создании на поверхности деталей из алюминиевых или магниевых сплавов защитной пленки путем электролиза. При анодировании деталей, например из алюминиевых сплавов, процесс ведется следующим образом. Деталь завешивается в ванну, содержащую, например, 20%-й раствор H2S04, в качестве анода, т. е. подключается к положительному полюсу генератора постоянного тока. Катодом служит свинцовая пластинка или корпус ванны. При электролизе происходит: Серная кислота непосредственно в анодировании не участвует и служит для увеличения электропроводности электролита. Процесс анодной обработки проводится при плотности тока 1 а/дм2, напряжении 12 в, температуре 20 °С в течение 20— мин. Для пассивирования пористых участков проводится обработка анодированной детали в 10%-м растворе хромпика «хгСггО?. После анодирования многие детали покрываются лакокрасочной пленкой. Химическое оксидирование алюминиевых и магниевых сплавов проводится в щелочных растворах, содержащих сильные окислители — хромовокислые соли. Состав защитной пленки — гидраты окисей алюминия и хрома; толщина пленки 1 микрон.
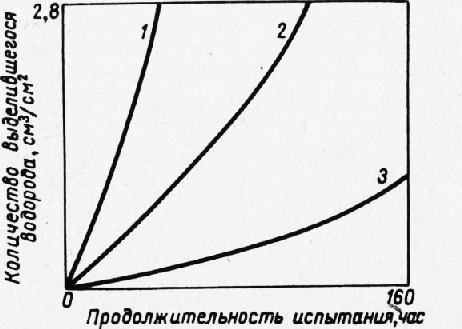
Рис. 1. Кривые коррозии сплава МАЗ:
1 — исходного; 2 — после химического оксидирования; 3 — анодированного
Химическое оксидирование применяется для защиты плакированного дюралюмина и для алюминиевых сплавов, не содержащих меди. Защитные свойства пленки, получаемой химическим оксидированием как на алюминиевых, так и на магниевых сплавах хуже, чем после анодирования. Реклама:Читать далее:Газовая эрозия и эрозионная стойкость материаловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|