|
|
Категория:
Токарные автоматы и полуавтоматы Приведенная здесь иллюстрация изображает автоматический агрегат из двух одношпиндельных автоматов, рассчитанный на выполнение ряда операций, завершаемых в один цикл. Два одношпиндельных токарных автомата Индекс 52 оборудованы автоматическими загрузочно-разгрузочными устройствами и связаны передаточным устройством, транспортирующим заготовки от автомата, выполняющего первую операцию, ко второму автомату, где операция обработки завершается полностью.
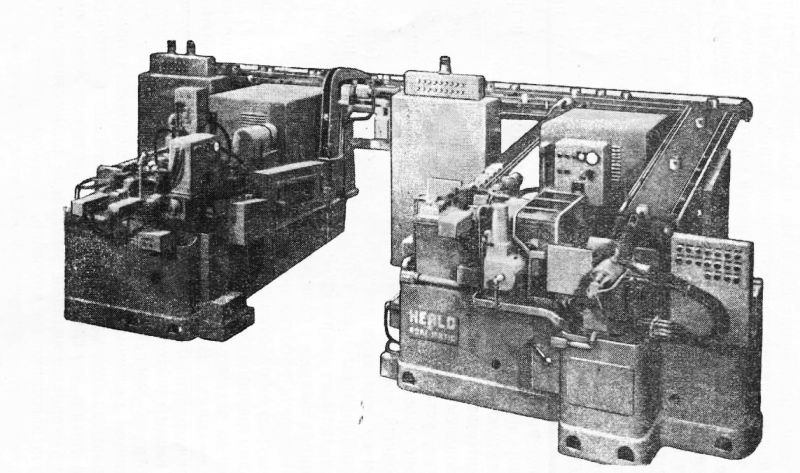
Рис. 1. Автоматическая секция из двух специализированных расточных станков для выполнения двух операций при обработке поршней. Обрабатываемыми деталями в данном примере служат подшипниковые втулки из алюминиевого сплава. Эти заготовки изготовлены так, что из каждой могут быть получены две подшипниковые втулки. Заготовки загружаются в вертикальный магазинный лоток, находящийся позади револьверной головки первого автомата, из которого они автоматически принимаются ловителем, установленным в одном из гнезд револьверной головки. В то время, как револьверная головка совершает делительный поворот, заготовка переносится на 180° до совпадения с осью рабочего шпинделя, затем подается в зажимную цангу и закрепляется. Операция обработки состоит в растачивании отверстия и придании наружной формы половине заготовки, выступающей из зажимной цанги. Так как заготовка на втором автомате должна устанавливаться по обработанному отверстию в период обтачивания другой ее половины, необходимо, чтобы отверстие было чистым и свободным от мелких частиц, могущих нарушить концентричность. Для этой цели впереди расточных резцедержателей устанавливают упругие диски, диаметр которых немного больше диаметра отверстия, получаемого после чистовой расточки. Этот диск очищает отверстие тогда, когда револьверный суппорт отводится в позицию делительного поворота после завершения растачивания.
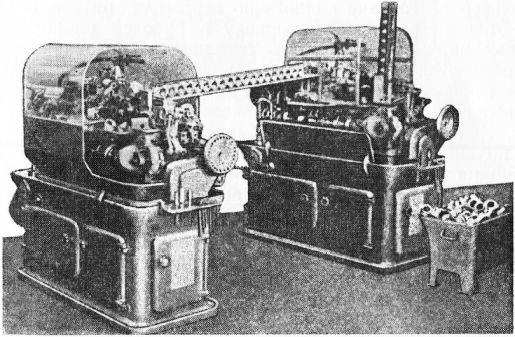
Рис. 2. Автоматический агрегат из двух одношпиндельных автоматов Индекс 52, связанных наклонным лотком и оборудованных автоматическими загрузочно-разгрузочными устройствами. Качающийся передаточный рычаг получает заготовку во время выталкивания ее из цанги и несет ее вверх к наклонному лотку, соединяющему эти два автомата; по этому лотку детали перекатываются ко второму автомату. В период движения передаточного рычага вверх он задерживается у места «обдува»; здесь струя сжатого воздуха, проходящая через отверстия заготовки, выдувает все посторонние частицы, чтобы обеспечить чистоту поверхности отверстия. Клапан, управляющий струей воздуха, приводится в действие от кулачкового вала автомата. На втором автомате детали проходят от соединительного лотка в магазин, из которого они принимаются ловителем, закрепленным в револьверной головке аналогично первому автомату; отсюда они передаются на разжимную оправку в рабочем шпинделе. После того, как наружные диаметры оставшейся половины заготовки будут обработаны фасонным резцом, укрепленным на задних поперечных салазках, поворотный рычаг опустится вниз, прорезной резец верхних салазок разрежет заготовку на две подшипниковых втулки. Как только заготовки будут освобождены от; оправки, рычаг поднимет их на определенный уровень выше автомата для передачи на дальнейшую транспортировку. Оба автомата оборудованы установкой для охлаждения распиливанием и кожухом из пластмассы для защиты от брызг. Так как легкий сплав, из которого изготовлены детали, обрабатывается на больших подачах при высоких скоростях резания, то за короткое время получается большое количество мелкой стружки. Для удаления этой стружки оба автомата снабжаются специальными конвейерами; эти конвейеры, помещенные в основании автоматов, отводят стружку в резервуар, находящийся позади основания. Реклама:Читать далее:Автоматизация рабочего процесса обработки детали без снятия стружкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|