|
|
Категория:
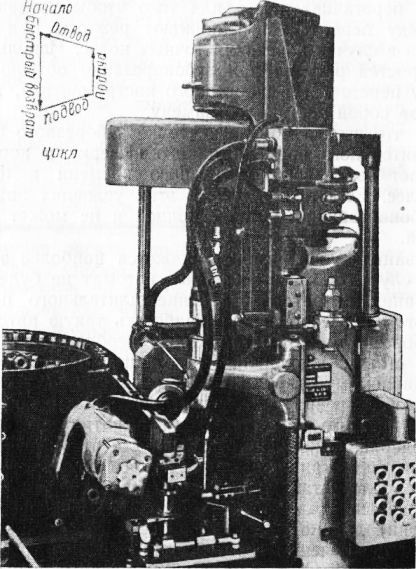
Токарные автоматы и полуавтоматы При нарезании цилиндрических зубчатых колес червячными фрезами основную нагрузку в процесе резания обычно воспринимают полтора-два витка режущих зубьев, тогда как остальные витки, как правило, в работе не участвуют. В соответствии с этим зубья рабочих витков фрезы подвергаются интенсивному затуплению. Затупление зубьев фрезы, в свою очередь, отражается на точности нарезаемой заготовки. Ввиду того, что перетачивать всю фрезу при затуплении только зубьев полутора-двух ее витков экономически нецелесообразно, зуборезной практике нередко при эксплуатации фрез используют ржущие витки по участкам, если только это может быть допущено условиям зацепления, определяемым степенью перекрытия, за-висящей от числа зубьев нарезаемого колеса. Обычно же, несмотря на затупление зубьев лишь полутора-двух витков, вся фреза подвергается перетачиванию, а для того чтобы увеличить период времени между переточками, занижают режимы при фрезеровании, особенно в случае нарезания точных колес. Использование же высоких скоростей резания при зубонарезании обычно сокращает время между переточками зуборезного инструмента и, таким образом, влечет за собой частую его замену. Известно, что всякая новая установка зуборезного инструмента требует значительного времени на его выверку и корректировку, т. е. повышает долю вспомогательного времени в производстве зубчатых колес. Естественно, что в этих условиях автоматизация процесса зубонарезания не будет полной и не может дать должного эффекта. Автоматизация зубонарезания окажется наиболее эффективной лишь в том случае, когда зуборезный автомат не будет требовать к себе внимания оператора в течение длительного периода времени. При этом целесообразно разработать такую автоматическую систему зуборезного автомата, чтобы необходимость появления оператора у станка возникала бы лишь по соответствующему сигналу, подаваемому станком. Такие условия могут быть созданы лишь путем обеспечения магазинного питания зуборезного автомата, автоматического центрирования и зажатия заготовки, автоматического подвода, выполнения нарезания и отвода фрезы, автоматической разгрузки станка, автоматического контроля прорезаемых впадин колеса для установления размеров затупления фрезы, введения обратной связи для коррекционного смещения инструмента (или заготовки) для компенсации износа фрезы и, что особенно важно, путем обеспечения периодической автоматической перестановки фрезы для ввода в работу незатупленных зубьев фрезы и, наконец, автоматизацией выключения автомата с соответствующей сигнализацией как по окончании использования всех витков: фрезы, так и при появлении неточностей в нарезаемой заготовке, выходящих по своей величине за пределы установленных допусков,, а также и при возникновении каких-либо неполадок. Осуществление этого предполагает применение фрез повышенного диаметра и увеличенной длины. Как будет видно из дальнейшего изложения, наряду с успешным использованием систем автоматической подналадки в некоторых кругло- и бесцентровошлифовальных станках и появлением автоматической подналадки в автоматах токарного типа, практика показала полную возможность и целесообразность разработки № успешность эксплуатации зубофрезерных автоматов с автоматической подналадкой. Рассмотрим здесь один из примеров создания такого автомата Общий вид зубофрезерного автомата Лис-Бреднер, модель тип А с автоматической подналадкой изображен на рис. 1. Этот автомат оборудован магазинным вибрационным питателем, установленным слева позади переключателя фрезерной головки. Заготовки проходят по наклонному лотку к поворотному устройству где они поворачиваются под прямым углом, для того чтобы заготовки могли быть загружены на станок в вертикальном положении по две штуки одновременно через магазинную трубу в шарнирно закрепленные подпружиненные кулачки на внешнем конце подводящего рычага. Вибрационный питатель для подачи заготовок включается только тогда, когда фреза не находится во взаимодействии с заготовкой. Автомат сблокирован с механизмом загрузки и его цикл не начнется до тех пор, пока достаточное количество заготовок не будет загружено в магазинную трубу.
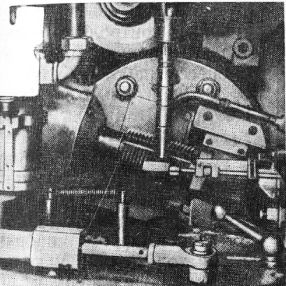
Рис. 1. Зубофрезерный автомат с автоматической подналадкой, оборудованный магазинным вибрационным питателем. Цикл движений фрезы указанного автомата состоит из прямошейных перемещений. Последовательность движений при выполнении всего автоматического цикла следующая. Перед началом цикла задняя бабка с разжимной оправкой поднята, а под оправкой находится захват. На переднем плане рис. 2 виден гидравлический цилиндр, приводящий в действие подающий механизм, расположенный на загрузочной платформе, которая может отводиться влево при смене червячной фрезы. В начале цикла подающий механизм перемещает две заготовки от магазинной трубы слева до упора в центре. Затем задняя бабка опускается вниз, вводя центрирующую разжимную оправку в отверстия заготовок; после этого оправка смещается до сцепления ее нижнего конца с ведущей цангой рабочего шпинделя с использованием гидравлического управления.
Рис. 2. Зубофрезерный автомат перед началом цикла. Компенсатор шага расположен слева за задним центром. Подлежащие фрезерованию заготовки зажимаются на торцах и оправкой, входящей в рабочий шпиндель. Расположенный слева подающий механизм готов к очередной загрузке — разгрузке. Конечные загрузочные движения выполняются во время быстрого отвода фрезерных салазок, чтобы не удлинять циклового времени. Фрезерный суппорт подводится и отводится механизмом, который устанавливает фрезу на полную глубину фрезерования по микрометрическому упору. Этот упор делает возможным получение электрического сигнала, в соответствии с которым положение Упора может быть изменено. Изменение положения упора достигается посредством двух соленоидов и храпового механизма. Наименьшее смещение упора вызывает изменения радиуса в 0,00025 дм. (0,0064 мм) или изменение диаметра делительной окружности в 0,0005 дм. (0,013 мм).
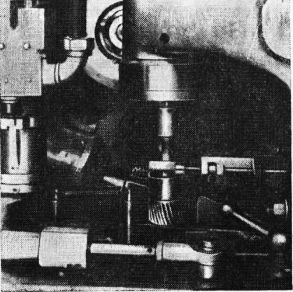
Рис. 3. Зубофрезерный автомат во время рабочего цикла. Предварительная установка фрезы по отношению к заготовке пуск и включение автоматического цикла, а также управление другими механизмами станка осуществляются кнопками панели управления, изображенной на рис. 4. По окончании процесса зубофрезерования фреза отводится разжимные шейки оправки сокращаются и задняя бабка поднимается для освобождения заготовки. Поворот подающего механизма с новыми заготовками выталкивает только что нарезанные зубчатые .колеса в отводящий лоток к контрольно-измерительному прибору. При нарушении любого из упомянутых движений предохранительное устройство не допускает начала цикла. Автомат снабжен электрически действующим механизмом шаговой перестановки червячной фрезы. Этот механизм связан с электронным контрольно-измерительным прибором. Если в процессе работы будут поступать сигналы о необходимости перестановки фрезерного суппорта, то такая перестановка произойдет после завершения начатого цикла работы фрезы. Таким образом, шаговая перестановка червячной фрезы производится только между концом одного цикла и началом другого. Допускаемое отклонение на размер делительной окружности устанавливается в контрольно-измерительном приборе на меньшую величину, чем это указано в чертеже. Зубчатые колеса, лежащие за пределами допуска, на который настроен контрольно-измерительный прибор, но находящиеся в пределах допуска, указанного на чертеже, не отбраковываются, а проходят как годные детали. Однако, вследствие того, что они выходят за пределы допусков настройки прибора, они вызывают сигнал перестановки червячной фрезы после определенного количества деталей, прошедших через измерительный прибор. Этот сигнал вызывает либо увеличение глубины врезания фрезы, либо ее уменьшение. Если же заранее установленное число зубчатых колес, выходящих за пределы допусков, будет продолжать проходить через прибор, а автоматическая подналадка почему-либо не может быть выполнена регулировкой червячной фрезы, автомат будет этим прибором выключен. Однако прибор будет поддерживать сигнал, вызвавший остановку автомата, показывая этим оператору причину остановки. Во втором положении, контролируя увеличение размеров галтели у нарезаемого зубчатого колеса вследствие затупления фрезы, прибор определяет момент шаговой перестановки червячной фрезы а следующий виток. И в этом случае после прохождения определенного числа зубчатых колес, у которых обнаружится этот рост галтели, прибор даст сигнал шаговой перестановки фрезы, чтобы ввести в работу незатупленные режущие зубья фрезы. Благодаря этому избегается чрезмерный износ червячной фрезы, затупление ее распределяется более равномерно и при переточке требуется снятие меньшей толщины слоя.
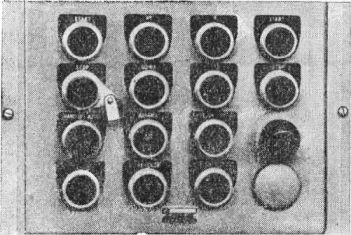
Рис. 4. Пульт управления зубофрезерного автомата. При такой системе работы новая червячная фреза при первой установке может хорошо нарезать свыше 100 зубчатых колес до начала увеличения размеров галтели, которое отмечается прибором. Перестановка фрезы производится на величину шага, так чтобы после этой перестановки вступал в работу следующий виток фрезы. Учитывая, что некоторые зубья следующего витка фрезы частично участвовали в резании до перестановки, общее возможное количество обработанных деталей будет больше, чем заранее установленное число деталей, после которого производится шаговая перестановка фрезы на следующий виток. После того, как в результате последовательных шаговых перестановок фрезы все ее витки поочередно выполнят работу фрезерования, станок автоматически выключится и он не может быть вновь включен до замены фрезы и отвода электрически управляемой фрезерной оправки в начальное положение. Пульт управления автомата обеспечивает управление следующими функциями станка. Глубина резания предварительно устанавливается нажатием кнопок для изменения ее на 0,0005 дм. (0,013 мм) в ту или другую сторону. На пульте управления в левой колонке кнопок сверху имеются две кнопки пуска и выключения автоматического цикла. Ниже расположен селекторный переключатель на ручной или автоматический циклы. Нижняя кнопка левой колонки служит для включения гидромотора. Во второй колонке слева, где помещены все кнопки для ручной наладки автомата, верхние две кнопки включают поднятие или опускание фрезы, следующая — для шагового перемещения фрезы и нижняя — для возврата фрезы в исходное положение. В третьей колонке слева верхние две кнопки включают установочное движение «к заготовке» или «от заготовки» и следующие две кнопки—для толчкового перемещения фрезы на величину 0,0005 дм. (0,013 мм) для корректировки диаметра делительной окружности. В четвертой колонке находятся кнопки пуска и останова магазинного вибрационного питателя и красная лампа для сигнализации остановки автомата после шагового смещения фрезы от последнего рабочего витка. При нормальной наладке корректировка размера делительной окружности производится автоматически по сигналам контрольно-измерительного прибора, но над пультом управления расположен селекторный переключатель для изменения получаемого размера диаметра делительной окружности от руки. Фрезерная головка может сообщать фрезе до 1000 об/мин. Аналогичная наладка может быть применена и для шестишпин-дельного вертикального зубофрезерного станка. Многошпиндельный зубофрезерный станок Лис-Бреднер обычно состоит из 4 б или 8 отдельных станков, монтированных на вращающемся основании. Каждый шпиндель имеет собственный привод и управление Для многошпиндельных зубофрезерных станков ротационного типа применяется загрузочно-разгрузочное устройство с возвратно-поступательным движением рабочего механизма. Загрузочный механизм подводится прямолинейно, поднимает обработанную деталь, поворачивает держатель, отдает новую заготовку, возвращается в исходное положение и разгружает обработанную деталь в лоток, который направляет ее к контрольно-измерительному прибору. Контрольно-измерительный прибор работает так же, как и в случае одношпиндельного зубофрезерного автомата, но должен иметь удерживающие устройства для каждого из шпинделей. Поэтому в приборе имеется запоминающее устройство, которое сохраняет замеренный результат от работы каждого из различных шпинделей до возвращения соответствующего шпинделя к месту загрузки и разгрузки. Только в этот момент прибор подает импульс указанному шпинделю для корректировки размера делительной окружности или шаговой перестановки червячной фрезы. Многошпиндельные зубофрезерные автоматы ротационного типа имеют свои эксплуатационные ограничения. Так, например, при очень коротком цикле целесообразно обратиться к одношпиндельному зубофрезерному автомату или же установить для многошпиндельного автомата два загрузочно-разгрузочных устройства, расположенных под 180° один по отношению к другому. Реклама:Читать далее:Автоматическая линия обработки зубчатых колесСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|