|
|
Категория:
Литейное производство В сырых формах изготовляют главным образом тонкостенные отливки. При использовании высококачественных формовочных материалов и достаточной квалификации формовщика в сырые формы можно отливать крупные детали: чугунные — массой до 1500 кг и стальные — до 800 кг. Стержни, находящиеся во время заливки в более тяжелых условиях,‘чем формы, как правило, подвергают сушке. Кроме того, стержни из смесей на органических связующих должны быть подвергнуты тепловой обработке для полимеризации связующего. При изготовлении крупных отливок значительной высоты или сложной конфигурации с выступающими частями сырая форма не в состоянии противостоять давлению большого количества заливаемого сплава. Прочность ее в этом случае недостаточна, а газопроницаемость мала, что не позволяет своевременно удалить образующиеся во время заливки водяные пары и газы. Высушенные формы и стержни имеют высокие прочностные свойства, они способны выдерживать без деформации значительные гидростатические давления сплава и не разрушаться при механических воздействиях (толчках при транспортировке, ударах сплава при заливке). 1. Сущность процесса сушки Основная цель сушки — улучшить прочностные свойства форм и стержней и повысить их газопроницаемость. Формы, подлежащие сушке, в зависимости от их состава и назначения содержат 6—9% влаги. Для удаления влаги из форм и стержней необходимо подвести к ним тепло от какого-либо источника (например, природный газ). Под воздействием тепла с поверхности форм и стержней начинает испаряться влага. По мере ее испарения из внутренних слоев к гаружным поступают новые порции влаги, и так почти До полного ее испарения. Для полной и быстрой сушки формы и стержни должны омываться газами равномерно со всех сторон. Удаление влаги в форме происходит главным образом через ее верхний разъем и частично через низ. Металлические стенки опок не пропускают газы. Чтобы облегчить и ускорить сушку, стенки опок делают с отверстиями. С этой же целью полуформы устанавливают на прокладках. По образующимся зазорам газы могут циркулировать и обогревать низ формы. В неблагоприятных условиях находится низ стержней, которые сушатся на плитах, поэтому плиты должны иметь отверстия. 2. Сушка форм Основным связующим для формовочных смесей чугунного и стального литья является глина. Будучи смочена водой, глина становится пластичной и благодаря связующей способности придает необходимую прочность сырой форме. При сушке до температуры 450—500 °С глина не теряет связующих свойств и увеличивает прочность высушенной формы. Для увеличения податливости и газопроницаемости формы в некоторые формовочные смеси вводят органические вещества — древесные опилки и др. Во время сушки из них испаряется влага и удаляются летучие вещества, а образующиеся поры повышают газопроницаемость формы. Перед сушкой формы покрывают противопригарной краской, наносимой пульверизатором или кистью. Температура и продолжительность сушки форм зависят от размеров и вида отливок. 3. Сушка стержней Стержневые смеси в зависимости от назначения, размеров рожней, требуемой прочности и газопроницаемости содержат Сязличны’е связующие. Температура и продолжительность сушки по разному влияют на свойства смеси. Поэтому для каждого вида связующего надо выбрать свой режим сушки. Типы сушил По принципу работы различают сушила периодического и не-рерывного действия. К первым относят камерные стационарные Ушильные^ установки и переносные сушила, ко вторым — различ-е конвейерные и туннельные сушильные печи. Переносные сушила. Разработка и применение быстросохну-формовочных смесей дали возможность не только сократить подолжительность цикла изготовления формы за счет уменьшения времени сушки, но и отказаться от применения камерных сушильных печей. Литейные формы из быстросохнущих формовочных смесей не нуждаются в сквозной сушке. Для получения годной отливки достаточно просушить лишь поверхностный слой формы — на глубину 20—50 мм. Следует стремиться к максимально допустимой температуре, обеспечивающей кратковременность процесса подсушки без повреждения формы. При изготовлении форм для средних и крупных чугунных отливок массой 8 т и более в состав облицовочной смеси вводят связующие СБ или СП. Перед подсушкой поверхность формы покрывают краской на графитовой основе. При температуре 260—290 °С глубина подсушенного слоя через 30 мин составляет 10 мм, а через 60—90 мин —30 мм.
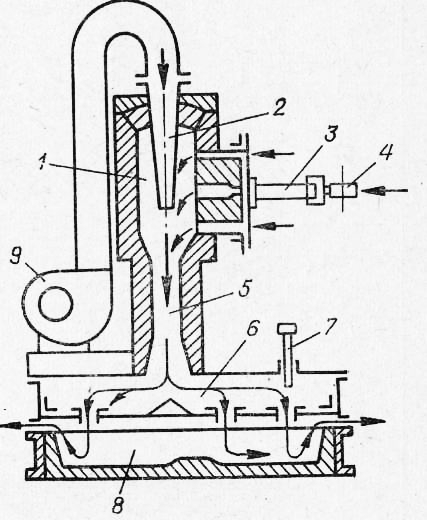
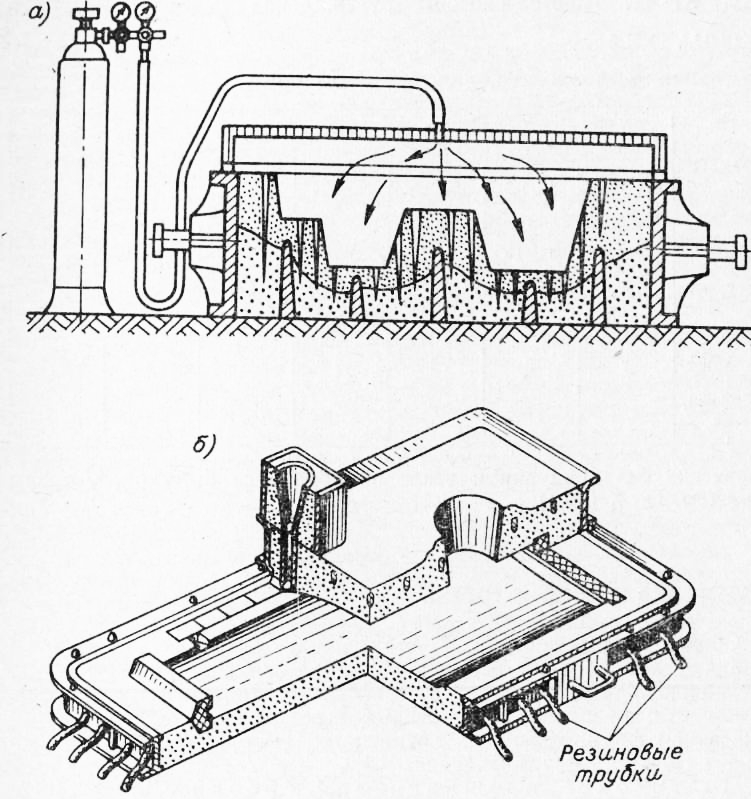
Рис. 1. Схема газового переносного сушила.
При изготовлении форм для стальных отливок применяют быстросохнущую смесь на основе жидкого стекла. До подсушки поверхность формы покрывают краской на основе маршалита. При температуре 270—300 °С через 45—70 мин толщина подсушенного слоя составляет около 25 мм. Наиболее рациональным видом топлива для переносных сушил является газ. Он дает возможность уменьшить габариты установки, упростить ее эксплуатацию. Схема переносного сушила, работающего на газообразном топливе, показана на рис. 1. На форму, предназначенную для подсушки, устанавливается короб распределительной камеры. В верхней части короба смонтирован газовый смеситель, в котором находится топка.
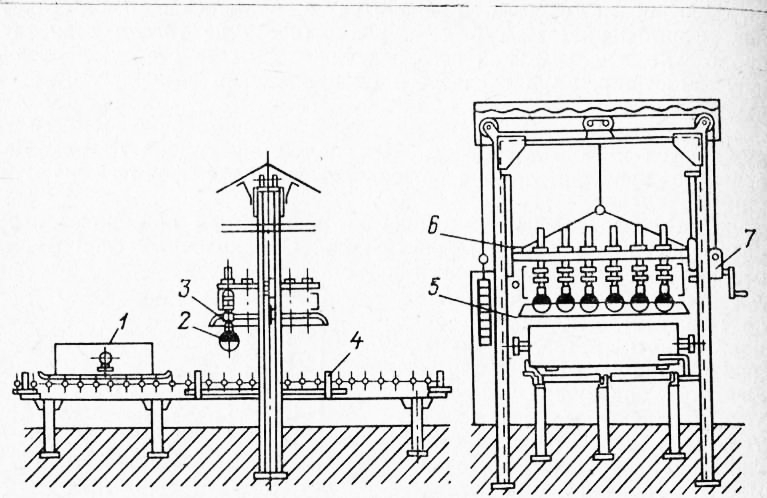
Рис. 2. Установка для сушки инфракрасными лучами:
1 — форма; 2 — лампа; 3 — патрон; 4 — ограничитель продвижения форм; 5 — рефлектор; 5 —рама сушильной установки; 7 — механизм подъема рамы.
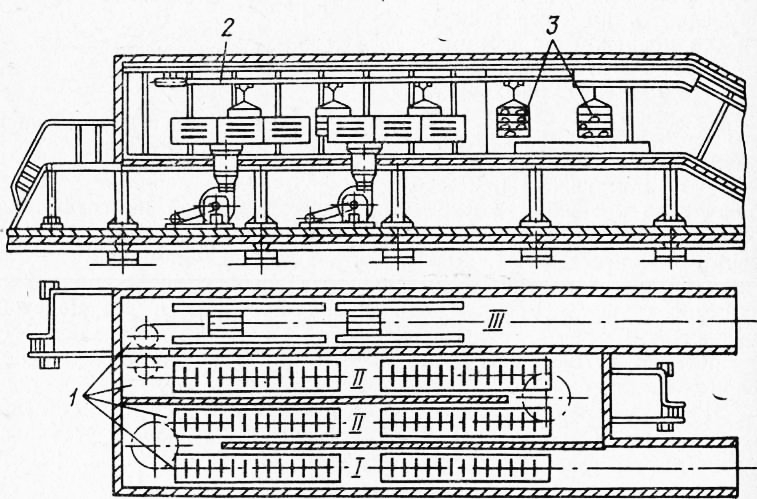
Рис. 3. Схема горизонтального конвейерного сушила.
Применение переносных коксовых сушильных печей должно быть ограничено, так как при их работе в атмосферу цеха выделяются газообразные продукты горения, ухудшающие санитарно-гигиенические условия труда. Сушка инфракрасными лучами. Некоторое распространение получила подсушка форм инфракрасными лучами от зеркальных ламп мощностью 250—500 Вт. Лампы представляют собой стеклянную колбу параболической формы, внутренняя поверхность которой покрыта тонким слоем серебра и служит отражателем. В фокусе зеркала закреплена вольфрамовая нить, температура накала которой достигает 2200 °С. Формы устанавливают на рольганг и перемещают под раму сушильной установки. Рама выполнена в виде деревянной решетки, на которой смонтированы патроны типа «Голиаф» для ламп мощностью 500 Вт. Подъем и опускание рамы осуществляются по стойкам специальным механизмом. На такой установке производят поверхностную подсушку форм размером 1200X1000 мм и высотой до 600 мм. Подсушка поверхностного слоя на глубину 15—20 мм длится примерно 40—50 мин.
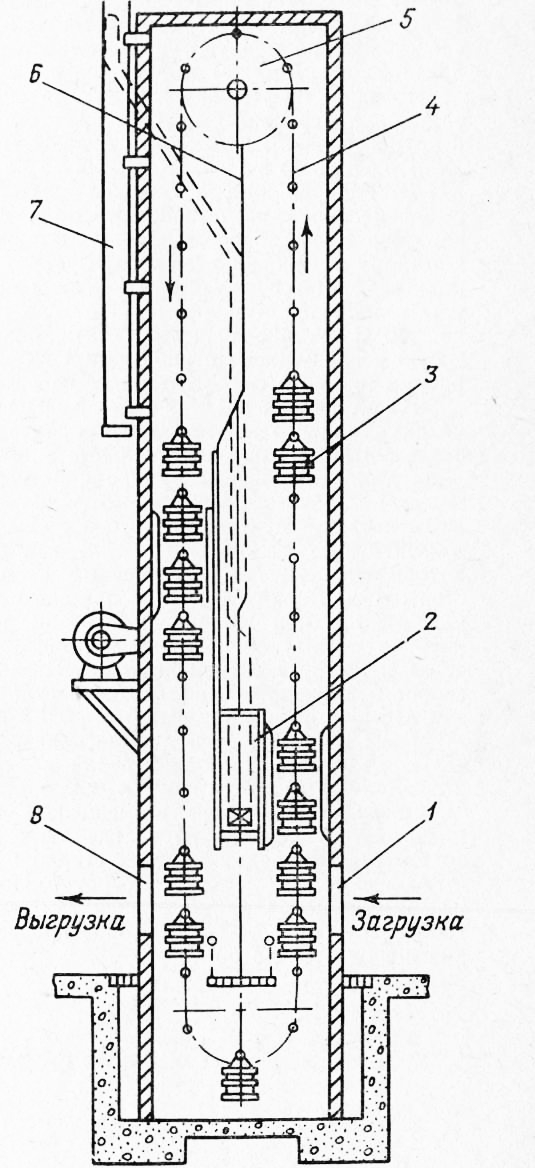
Рис. 4. Схема вертикального конвейерного сушила.
Сушка форм может производиться в любом месте цеха непосредственно на плацу — установка легко переносится и без особых приспособлений может включаться в сеть цеха. Сушила непрерывного действия подразделяются на горизонтальные и вертикальные. Они предназначены для сушки стержней в крупносерийном и массовом производстве. Горизонтальные конвейерные сушила (рис. 3). Рабочая камера сушила выполнена в виде коридора, где с определенной расчетной скоростью движется подвесной цепной конвейер, на котором подвешены сушильные этажерки с полками для установки стержней. Сушило делится на три зоны: I — подогрев, IIсушка и III — охлаждение. Температура сушки устанавливается в зависимости от связующего и колеблется от 220 до 240 °С. Установка имеет вентиляционную систему, обеспечивающую рециркуляцию отработанных газов и перемешивание их с горячими газами в смесительной камере. Вертикальные конвейерные сушила. В литейных цехах серийного и массового производства для сушки мелких стержней применяют вертикальные конвейерные сушила (рис. 4). Сушило выполнено в виде каркаса, покрытого стальными панелями, заполненными теплоизоляционным материалом. Внутреннюю сторону панелей покрывают жаростойким, а наружную — алюминиевым лаком. На валах закреплены звездочки, через которые перекинуты бесконечные цепи, несущие полки со стержнями. Полки связаны с помощью шарниров и свободно покачиваются, а под влиянием нагрузки всегда находятся в вертикальном положении. Нижний вал звездочек приводится в движение через редуктор электродвигателем. В зависимости от режима сушки скорость движения цепи может регулироваться в широких пределах. Обычно она составляет 0,25—0,5 м/мин. Газы из топки, поднимаясь вверх, прижимаются к разделительной перегородке и, перейдя в левую сторону сушила, отсасываются в дымовую трубу. Загрузка стержней, размещенных на специальном сушителе, производится через окно, где температура не превышает 35— 40 °С. По мере подъема вверх стержни последовательно поступают в области более высоких температур. Под сводом камеры и в верхней части левой стороны сушила температура достигает 230— 250 °С, а у окна, через которое производится выгрузка стержней, она понижается до 65 °С. 5. Химическое отверждение форм и стержней Формовочные и стержневые смеси на жидком стекле обладают способностью быстро отверждаться при продувке или обдувке их углекислым газом. Процесс химического отверждения смеси протекает за счет воздействия газа на силикат натрия, являющегося основой жидкого стекла, по реакции: Из этой реакции видно, что при введении в жидкостекольную смесь углекислого газа происходит образование углекислого натрия и геля кремниевой кислоты. Пленки геля так же, как и связующего, равномерно обволакивают зерна песка, связывая их в прочную сухую массу. Рабочий слой формы или стержня при этом приобретает достаточную прочность, чтобы выдержать давление заливаемого сплава.
Рис. 5. Схемы продувки форм углекислым газом.
Мелкие стержни обычно продувают углекислым газом партиями под зонтом. Для этого под зонт 2 раза подают углекислый газ в течение 20—30 с с перерывом в 2—3 мин. Средние и крупные стержни продувают непосредственно в стержневых ящиках, благодаря чему исключается возможность их деформации. Схемы продувки форм углекислым газом показаны на рис. 5. Наиболее распространенной является схема, приведенная на рис. 5, а. Продувка формы здесь осуществляется после удаления модели. Однако при необходимости обеспечить более точные размеры отливки продувку производят до удаления модели. Этот способ, при котором подвод углекислого газа в форму осуществляется через систему резиновых трубок (рис. 5, б), коллектор и шланг, разработан литейщиками объединения «Невский завод» имени В. И. Ленина. Продолжительность продувки форм зависит от их площади. Новые способы отверждения форм и стержней в оснастке без продувки и тепловой обработки были рассмотрены выше. 6. Отделка и сборка форм Сборка форм состоит из следующих операций: подготовки площадки для сборки, окончательной отделки форм, покрытия их противопригарными красками, устройства вентиляционных каналов, установки и крепления стержней, контрольного и окончательного накрывания форм, установки литниковых, выпорных и прибыльных чаш и их оформления, крепления форм. Подготовка площадки для сборки. Для установки нижней половины формы площадку тщательно разрыхляют, а при крупных формах в ней делают поперечные борозды для свободного удаления газов. После установки полуформу тщательно притирают к поверхности площадки. Отделка. При формовке по сырому все поврежденные участки формы исправляют путем нанесения смеси и отделки формовочным инструментом и прошпиливают. Нельзя допускать переуплотнения участков, так как это может вызвать вскипы. Для этого в знаковой части формы гладилкой вырезают углубления и устанавливают толщину просушенного слоя. Опытные формовщики проверяют качество просушки простукиванием формы. После этого переходят к установке предварительно подготовленных стержней. Если знаки не обеспечивают устойчивого положения стержня, то для его дополнительного крепления применяют жеребейки. При единичном и мелкосерийном “производстве размеры формы контролируют в процессе сборки деревянными шаблонами, линейками и другим простейшим инструментом. При серийном и массовом производстве контроль осуществляется кондукторами и шаблонами. При крупных и сложных формах производят контрольное перекрытие. По разъему формы прокладывают глиняный валик диаметром 3—5 мм, а на проверяемые места стержней укладывают комки глины (мушки). Такие же комки располагают в местах, которые при установке стержней не могут быть проверены инструментом. После установки всех стержней полости закрывают паклей и полуформу накрывают. Под действием массы верхней полуформы и стержней валики и комки из глины сдавливаются и при раскрытии формы и удалении стержней можно судить о толщине стенок и высоте жеребеек для дополнительного крепления стержней. После этого форму тщательно очищают, при надобности устанавливают жеребейки и заканчивают сборку. При формовке по сырому в плоскости разъема нижней полуформы гладилкой выполняют вокруг полости формы риску, при этом смесь приподнимается, образуя гребешок, который при накрытии верхней полуформы сдавливается, заграждая проход сплава по разъему. При формовке по сухому вокруг полости формы прокладывают глиняный валик или асбестовый шнур, сдавливаемый верхней полуформой. Заключительные операции сборки — выполнение литниковых чаш и наростков для выпоров. При использовании сухих готовых литниковых чаш, оформленных в обечайке, они устанавливаются на подсыпку и плотно соединяются с поверхностью формы. Чаша для выпора должна быть на одном уровне с литниковой чашей. При выполнении чаш непосредственно при сборке в литниковые и выпорные отверстия опускают стояки, зазоры заделывают паклей, устанавливают обечайки на подсыпку и формуют чаши. Чтобы предохранить поверхность верхней формы от обгррания, все выпоры закрывают глиняными лепешками. После крепления или нагружения форма готова к заливке. Реклама:Читать далее:Cпециальные способы изготовления отливокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|