|
|
Категория:
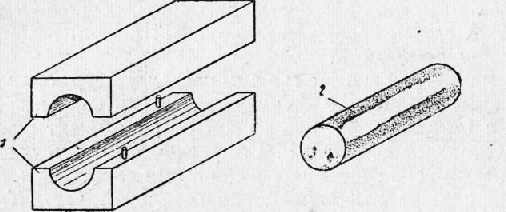
Литейное производство Модели и стержневые ящики. Модели выполняются из дерева (сосна, бук, ольха, береза, липа, ореховое дерево) или из металла (чаще всего из сплавов алюминия с медью). При изготовлении моделей учитывается ярипуск на механическую обработку. По ГОСТ величина припусков на обработку чугунных отливок колеблется от 2 до 20 мм, стальных — от до 28 мм, в зависимости от размеров отливки и типа производства (массовое серийное или единичное). Так как все металлы при охлаждении уменьшают свои линейные размеры, модели делаются больше отливки на величину усадки. Для различных металлов и сплавов-величйна усадки составляет от 1 до 2,5%. При изготовлении моделей пользуются специальными так называемыми усадочными метрами, которые больше нормальных на величину усадки. Металлические модели изготовляются для серийного и массового производства отливок. Деревянные модели выдерживают лишь несколько десятков формовок. Для предохранения от влаги и для создания гладкой поверхности, к которой не прилипает формовочная смесь, деревянные модели окрашиваются модельным лаком. По ГОСТ модели, предназначенные для отливок из черных металлов окрашиваются в красный цвет, а Из сплавов цветных металлов — в желтый. На поверхностях моделей, соответствующих поверхностям отливок, подвергающимся механической обработке, наносятся круглые черные пятна по основному (красному или желтому) фону. Знаки окрашиваются в черный цвет. Модели бывают цельные и разъемные. Разъемные модели состоят из двух, трех и более частей и применяются там, где по условиям формовки невозможно использовать цельные модели. Для облегчения выема частей модели из формы боковые поверхности их выполняются не перпендикулярно к плоскости разъема, а с формовочным уклоном. Этот уклон колеблется в пределах 1—3° у деревянных моделей, 1—2° у металлических моделей при. ручной формовке и 0,5—1° — при машинной формовке. Каждая часть модели для ручной формовки должна иметь на плоскости разъема специальное гнездо, куда завинчивают подъемник для ее извлечения из формы. Стержневые ящики также делаются из дерева или металла. Деревянный стержневой ящик и стержень для втулки, изготовленный в нем, показаны на рис. 1. Диаметр стержня несколько больше (на величину усадки) диаметра отверстия отливки втулки, длина стержня примерно равна длине модели вместе со знаками. Для формовки сложных отливок могут потребоваться несколько стержней и соответственно несколько стержневых ящиков. Формовочные и стержневые смеси. Формовочные и стержневые смеси служат материалом для изготовления разовых форм. Они составляются из песка, глины и других веществ. Процентное соотношение и качество составляющих в смеси зависят от вида литья (сталь, чугун или сплавы цветных металлов).
Рис. 1. Стержневой ящик (1) и стержень (2) для отливки втулки
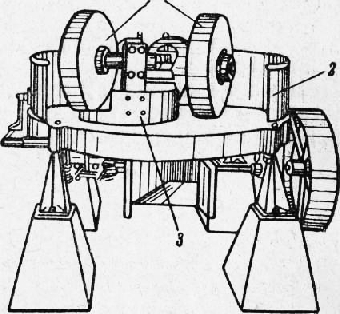
Наиболее высокие требования предъявляются к смесям для стального литья, так как жидкая сталь, заливаемая в формы, имеет более высокую температуру, чем , другие металлы. 1. Пластичность — способность хорошо формоваться — легко воспринимать и отчетливо сохранять определенную форму. Пластичность улучшается прежде Есего при увеличении влажности и количества глины в смеси, однако чрезмерное их увеличение приводит к браку отливок из-за газовых раковин и других причин. 2. Прочность — способность сохранять форму при воздействии внешних сил, как-то: толчков, неизбежных при изготовлении формы, струи металла, стремящейся размыть форму, и др. Прочность зависит также от содержания глины и влажности, причем каждому составу смеси соответствует определенная влажность, при которой прочность является наивысшей. 3. Податливость — способность сжиматься под давлением отливки, уменьшающейся в размерах при усадке. Если смесь не будет достаточно податливой, то возможны трещины отливки, особенно между выступами. Лучшей податливостью обладает крупный речной песок округлой формы; глина ухудшает податливость. Для улучшения податливости в формовочные смеси вводят выгорающие при сушке форм добавки, например опилки. 4. Огнеупорность — способность смеси противостоять действию высокой температуры заливаемого в форму металла. Формовочные и стержневые смеси не должны оплавляться или размягчаться от соприкосновения с расплавленным металлом, а также пригорать к поверхности отливки. Кварцевый песок и белая глина имеют высокую огнеупорность. 5. Газопроницаемость — способность пропускать газы. При контакте горячего металла с влажными формами выделяются пары воды и газы, которые должны свободно выходить из формы через ее стенки. Кроме того, из формы должен выходить воздух, находящийся в ее полости. Ес.>и газопроницаемость смеси недостаточна, в отливках образуются-газовые раковины. Хорошую газопроницаемость имеют смеси, содержащие крупный речной песок; глина ухудшает газопроницаемость. Формовочные смеси разделяют на облицовочные, наполнительные и единые. Облицовочная смесь непосредственно соприкасается с металлом. Толщина слоя смеси зависит от величины модели и составляет 20—50 мм. Облицовочная смесь должна обладать в полной мере всеми вышеперечисленными свойствами. Наполнительные смеси служат для залолнения остальной части формы. К ним предъявляются, в первую очередь, требования прочности и газопроницаемости. Единые смеси применяются для изготовления всей формы при машинной формовке. Заливка металла производится в сырую форму или в предварительно высушенную. Заливка в сырую форму, непосредственно после формовки, экономически весьма выгодна, однако не всегда возможна. Прочность сырых форм для крупного литья оказывается недостаточной, и такое литье производится в сухие формы. Для формовки всырую применяются формовочные смеси, содержащие от 2 до 10% глинистых веществ. Такие смеси называются тощими. Для изготовления форм с последующей их сушкой применяют полужирные и жирные формовочные смеси, содержащие от 10 до 20%, глинистых веществ. Иногда в эти смеси вводят органические вещества в виде торфа или опилок, выгорающие при сушке; тем самым увеличивается газопроницаемость и податливость форм. Высушенные формы для чугунного литья покрывают изнутри формовочными красками, содержащими графит. Для стальных отливок применяются формовочные краски, содержащие порошкообразный кварц и другие материалы. В последние годы большое распространение получили быстро-твердеющие формовочные смеси с жидким стеклом. Формы из этих смесей твердеют при продувке их углекислым газом или при выдержке на воздухе. Эти. смеси применяют главным образом при производстве крупных стальных отливок, причем вследствие высоких качеств смесей оказывается возможным получать отливки с припусками на 50—80% ниже установленных ГОСТ при высокой чистоте поверхности. Стержни находятся в более тяжелых условиях, чем стенки формы. Обычно стержни поддерживаются в форме лишь концами (знаками); при заливке они почти полностью находятся в расплавленном металле, а из затвердевших отливок они должны легко удаляться, поэтому необходимо, чтобы стержни обладали повышенной прочностью, огнеупорностью, податливостью и газопроницаемостью. Стержневые смеси разделяются по составу на песчано-глинистые, песчано-масляные и смеси с жидким стеклом. Песчано-глинистые смеси применяются в основном для изготовления крупных стержней на каркасах. Песчано-масляные смеси состоят из речного или кварцевого песка с добавкой связующих веществ (крепителей): сланцевой смолы, сульфидно-спиртовой барды, торфяного пека и других веществ, которые при сушке связывают песок. Прежде применялись растительные масла (льняное и др.). В смесях с жидким стеклом последнее является крепителем, связывающим песок при продувке С02. Сушка осуществляется в сушилах. Горизонтальные сушила представляют собой стальной барабан длиной до 15 м, установленный с наклоном 5° к горизонту. При вращении барабана загруженный песок распределяется винтовыми лопатками и пересыпается по продольным каналам в полости барабана; горячие газы из топки направляются в полость барабана, движутся параллельно движению песка и сушат его. Пройдя через барабан песок высыпается в бункер. Применяются также вертикальные многоподовые сушила. Размол угля и глины производится на шаровых мельницах — вращающихся барабанах с металлическими шарами. При перекатывании шары измельчают загруженный материал. Для смешивания исходных материалов применяют бегуны. Бегуны имеют чашу, в которой перекатываются тяжелые чугунные катки, перемешивающие загруженный материал. Находящиеся в чаше изогнутые лопатки подгребают смесь под катки.
Рис. 2. Смешивающие бегуны
В механизированных цехах смесеприготовительные машины образуют линию, связанную транспортирующими устройствами, и приготовление формовочных и стержневых смесей и транспортировка их к формовочному участку осуществляется непрерывным потоком. Свежие формовочные смеси применяются в качестве облицовочных. Наполнительные смеси приготовляют из отработанной смеси, полученной при выбивке отливок из форм. При этом посторонние предметы (застывшие брызги металла, шпильки, куски дерева и др.) отделяют и производят увлажнение, добавку небольшого количества свежего песка и глины, а затем прс.еивание и разрыхление полученной смеси. Реклама:Читать далее:Изготовление разовых форм (формовка)Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|