|
|
Категория:
Фрезерные работы На рис. 1 показаны заготовка и отфрезерованная цилиндрическая фреза. Диаметр фрезы 60 мм, ширина 30 мм, число зубьев 20. Профиль зуба и канавки фрезы показан в увеличенном виде на рис. 1, вверху, в кружке. Для фрезерования наденем три заготовки на цилиндрическую оправку и затянем гайкой. Оправку установим в центрах делительной головки и задней бабки. Фрезерование будем производить методом простого деления. Операция фрезерования зубьев на цилиндрической заготовке заключается в прорезании фасонных канавок на цилиндре. В этой операции новыми по сравнению с известными нам приемами являются установка рабочей фрезы относительно заготовки и метод деления.
Рис. 1. Чертеж цилиндрической фрезы
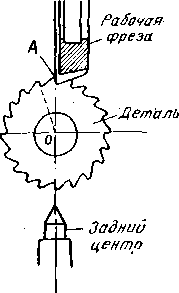
Выбор фрезы. Так как обрабатываемая фреза имеет зубья с радиальной передней поверхностью, т. е. с передним углом, равным нулю, то выбираем рабочую одноугловую фрезу с углом 70°, как требуется по профилю канавки, диаметром 63 мм с отверстием для оправки 22 мм; число зубьев рабочей фрезы г=20. Настройку на выбранный режим фрезерования производим, исходя из скорости резания п = 20 м/мин и подачи на 1 зуб фрезы 0,05 мм. Установку рабочей фрезы по центру заготовки следует вести следующим образом: вращая маховичок вертикальной подачи, поднимают стол станка до тех пор, пока центр задней бабки не окажется на одном уровне с нижним краем рабочей фрезы. Затем, вращая маховичок поперечной подачи, передвигают стол в поперечном направлении до тех пор, пока острие центра задней бабки не совпадет с вершиной острого угла фрезы. Это обеспечит направление передней поверхности фрезеруемого зуба по радиусу, т. е. так, как требуется по чертежу.
Рис. 2. Установка угловой фрезы
Значит, после каждого прохода фрезы нужно повернуть рукоятку на два оборота. Практически это производят так. Вставляют защелку (штифт) рукоятки делительной головки в любое отверстие бокового делительного диска, производят фрезерование первой канавки заготовки, оттягивают штифт и поворачивают рукоятку на два полных оборота, после чего вставляют штифт в то же отверстие и фрезеруют вторую канавку и т. д., пока не будут отфрезерованы все 20 зубьев. Перед каждым делением необходимо освободить шпиндель делительной головки и ослабить центр задней бабки, а после каждого деления надо обязательно закрепить шпиндель делительной головки и поджать центр задней бабки. По окончании фрезерования надо посчитать полученное число зубьев и проверить шаблоном профиль канавки. Реклама:Читать далее:Деление с применением делительного дискаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|