|
|
Категория:
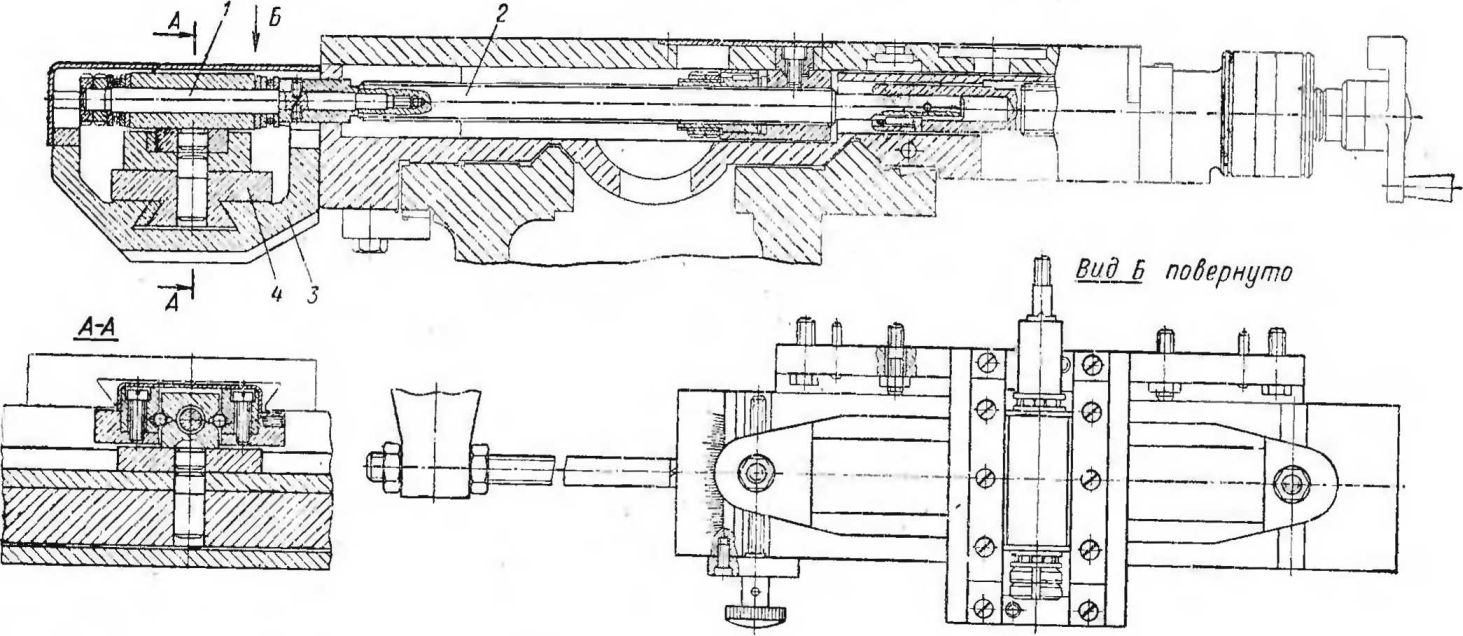
Токарные станки Электроконтактное копирование применяется преимущественно на станках, у которых в цепях продольных и поперечных подач имеются электромагнитные муфты. Эти станки снабжаются специальными устройствами для установки электроконтактного датчика. На рис. 2 изображено электрокопировальное устройство станка 1А670, выпускаемого Краматорским заводом тяжелого станкостроения. Это устройство крепится в Т-образных пазах поперечных салазок, которые одновременно служат для установки датчика обрабатываемой детали. Наладка устройства производится с помощью винтов, осуществляющих его перемещения в продольном и поперечном направлениях. Копир крепят на рейке станины с помощью рычагов. Ролик датчика, перемещаясь по копиру, последовательно включает электромагнитные муфты, которые, работая в импульсном режиме, перемещают суппорт с резцом по заданному профилю. В качестве задающей подачи в станке принята продольная подача. Муфты продольной подачи управляются контактами датчика.
Рис. 1. Конусная линейка станка мод. 16Б11П
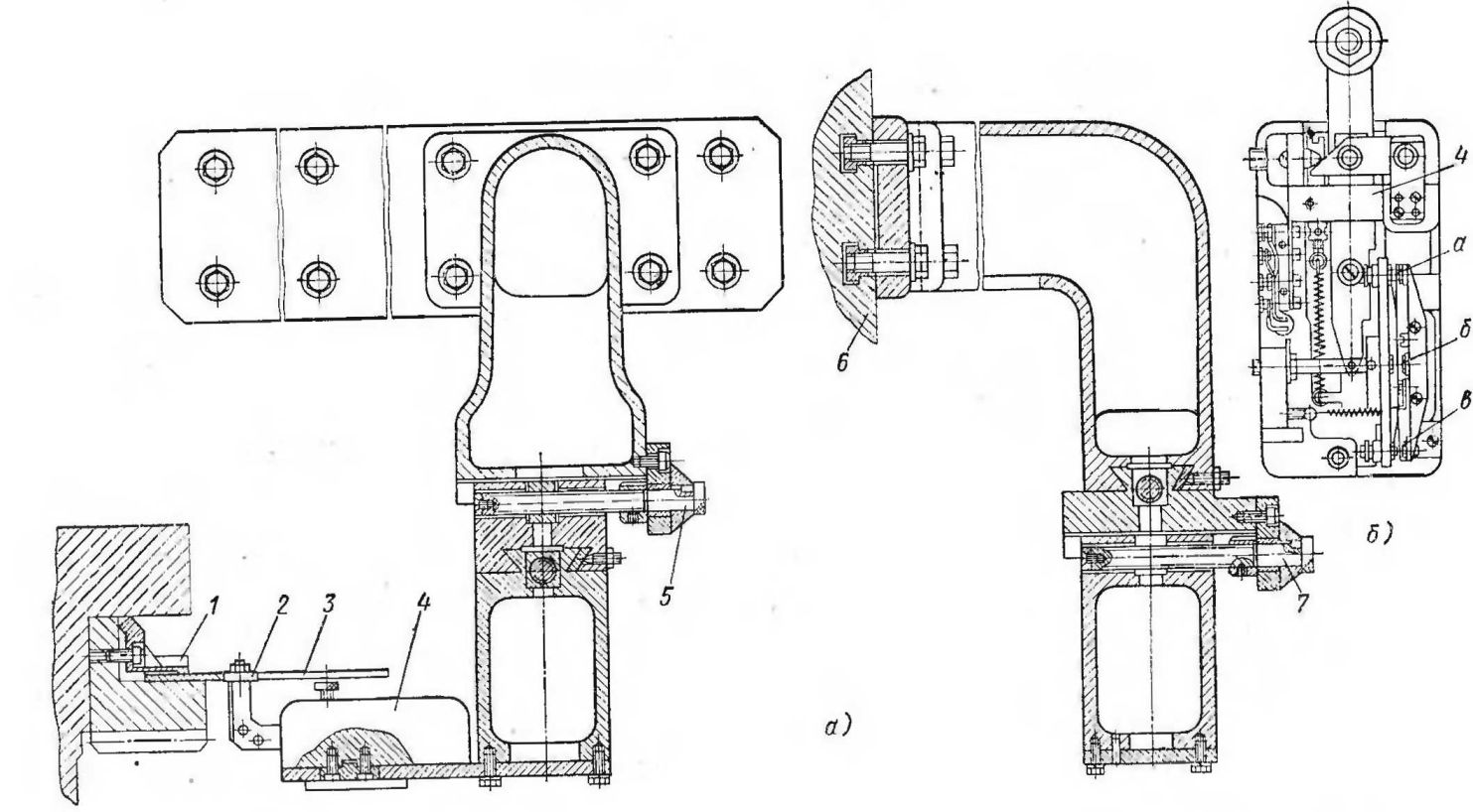
Рис. 2. Электрокопировальное устройство:
а — общий вид; б — датчик
В качестве копирующей принята поперечная подача. Муфты поперечной подачи управляются контактами а (подача вперед) и в (подача назад). При копировальном режиме контакты а включают поперечную подачу вперед, и датчик с суппортом перемещается к копиру. При встрече с ним замыкается контакт, включая муфту продольной подачи; при дальнейшем перемещении вперед размыкается контакт а и отключается муфта подачи вперед; происходит продольное перемещение влево или вправо, в зависимости от выбранного режима копирования. При подходе к выступу копира щуп датчика отклоняется в сторону, при этом замыкается контакт в, включающий муфту перемещения назад. При дальнейшем отключении щупа размыкается контакт и отключается продольное перемещение; происходит движение только назад. Электромагнитное копирование на станке 1А670 позволяет получить шероховатость V4—V5 и точность по профилю порядка 0,1 мм. Аналогичные данные получаются на станках 1А660 и 1А665. Обработка фасонных поверхностей на токарном станке общего назначения выполняется либо с помощью специальных резцов, либо с помощью копировальных и других приспособлений. Поворотные приспособления применяют для обработки точных сферических поверхностей, имеющих радиусы более 10—15 мм (до 3-го класса точности). Приспособление чаще всего представляет собой поворотный стол с резцедержателем, который устанавливают на поперечные салазки суппорта (вместо поворотной части с продольными салазками). Поворот стола осуществляется на стальной закаленной оси с помощью червячной пары маховиком, посаженным на оси червяка. Радиус обрабатываемой сферы изменяется смещением поперечных салазок с помощью лимба. Вращение стола осуществляется вручную или механически. Имеются и другие приспособления, в которых круговое движение резца осуществляется путем механической подачи поперечного суппорта. Реклама:Читать далее:Вопросы экономики, учитываемые при проектировании токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|