|
|
Категория:
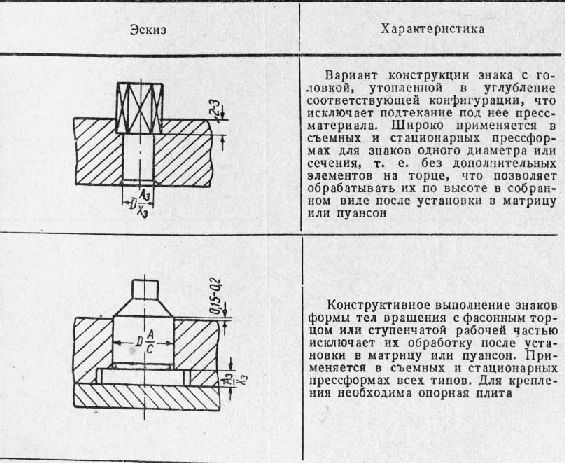
Пресс-формы Формующими знаками называются детали, образующие в прессуемом изделии гладкие отверстия и симметричные окна: квадратные, шестигранные и т. д. Вставками (вкладышами) являются все детали, образующие в прессуемом изделии различные углубления и отверстия асимметричной конфигурации. Как формующие знаки, так и вкладыши могут быть установлены и в матрице, и в пуансоне с неподвижным или подвижным креплением. Применение их вызвано тем, что изготовление матрицы или пуансона со всеми формующими элементами не всегда целесообразно из-за повышенной трудоемкости, а иногда совершенно невозможно. Кроме того, выступы, выполненные заодно с оформляющей полостью (особенно малого сечения), могут легко сломаться, вследствие чего придется заменять всю матрицу или пуансон. Конструктивное выполнение формующих знаков и вставок, а также характер их крепления в прессформе зависят от конфигурации и размеров рабочей части самих знаков и конструкции прессформы. В табл. 100 и 101 даны характеристики, сведения по конструктивному оформлению и применяемости различных формующих знаков и вставок. Таблица 1 Примеры установки и крепления различных вставок Конструктивное выполнение подвижных формующих знаков и узла их крепления По характеру крепления все знаки разделяются на неподвижные и подвижные. Неподвижные соединения применяются для знаков и вставок, не участвующих в выталкивании изделий из прессформы. Сопряжение их рабочей части с отверстием осуществляется по скользящей посадке 2-го класса точности (ОСТ 1012). Крепление их может быть на расклепке, что характерно для цельных конструкций пуансонов и матриц, не имеющих опорных плит, а также крепление запрессовкой, применяемое для вставок сложной конфигурации и для формующих знаков одного сечения, имеющих утолщенный хвостовик или буртик. Подвижные соединения применяются для знаков, принимающих участие в выталкивании изделий из матрицы, как это имеет место в стационарных прессформах и съемных прессформах с одной горизонтальной плоскостью разъема; сопряжение рабочей части знака с отверстием в матрице — по ходовой посадке 2-го класса точности (ОСТ 1012). Для уменьшения площади трения стержень формующих знаков для компрессионных прессформ делается по диаметру меньше, чем его рабочая часть. Для знаков диаметром до 5-6 мм это уменьшение диаметра идет’ с уклоном 1°-1°30’ на сторону по всей длине стержня, для знаков с диаметром рабочей части более 6 мм уклон делается на длине 12-15 мм, а затем стержень переходит в цилиндр. Независимо от конфигурации рабочей части формующего знака его хвостовик или утолщенная часть и буртик для крепления делаются круглого сечения, что облегчает их изготовление. В формующих знаках с буртиком диаметр утолщенной части, вставляемой в держатель, должен быть на 0,5-1,0 мм больше, чем диаметр рабочей части. В стационарных прессформах подвижные формующие знаки крепятся на плавающей посадке, что компенсирует неточность расположения отверстий- в матрице и знакодержателе., Реклама:Читать далее:Формование отверстий, перпендикулярных направлению прессованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|