|
|
Категория:
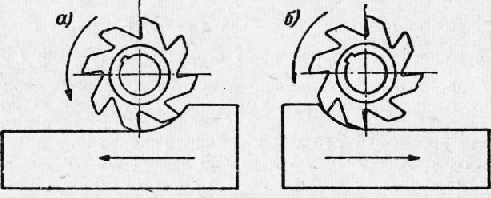
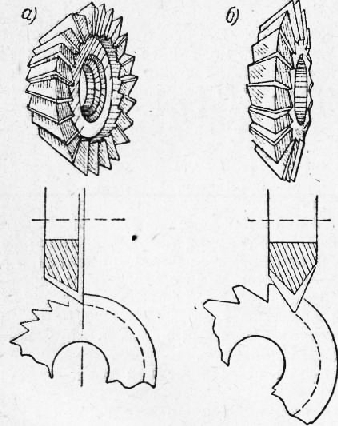
Фрезерные работы Фрезерованием называют операцию механической обработки резанием, при которой многолезвийный инструмент — фреза — имеет вращательное (главное) движение, а обрабатываемая заготовка — поступательное (движение подачи). Движение подачи может быть направлено против вращения фрезы или в направлении вращения фрезы (фрезерование по подаче, попутное — рис. 1, б). В некоторых случаях заготовка остается неподвижной, а фрезе сообщается также и движение подачи.
Рис. 1. Фрезерование против направления подачи и по направлению подачи
Фрезерование является одним из высокопроизводительных и распространенных способов обработки резанием; его применяют для получения плоских или профильных (фасонных) гладких поверхностей, рифленых поверхностей, пазов, канавок, изготовления зубчатых колес и пр. По форме зуба фрезы бывают с прямыми и с винтовыми зубьями. По форме задней поверхности зуба фрезы бывают затылованные и незатылованные (остроконечные). По технологическому признаку фрезы делятся на следующие:
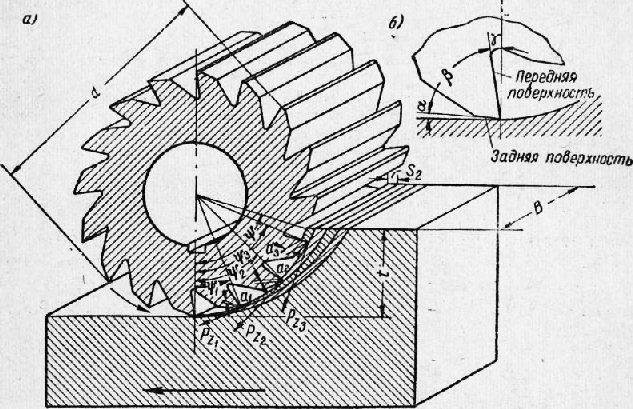
Рис. 2. Схема фрезерования цилиндрической фрезой
Каждый режущий зуб фрезы имеет такие же элементы, как и резец (рис. 2, б) или любой другой режущий инструмент, и, врезаясь в металл, снимает стружку. Весь припуск заготовки можно разделить на части, последовательно срезаемые зубьями фрезы (рис. 2, а). Эти части ограничены одинаковыми циклоидальными поверхностями и имеют переменное сечение. Легко видеть, что при фрезеровании каждый зуб фрезы работает периодически. Это — существенная особенность фрезерования, .выгодно отличающая его от других видов обработки (например, точения или сверления), где режущие части инструмента нагоужены в поонессе оезания непоеоывно.
Рис. 3. Цилиндрическая фреза с винтовым зубом
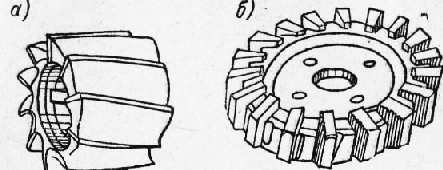
Рис. 4. Торцовые фрезы
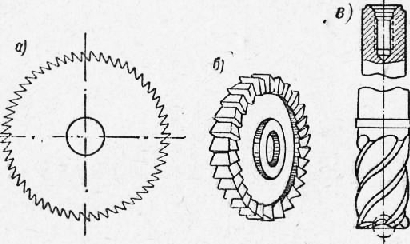
Рис. 5. Фрезы:
а— шлицевая; б — дисковая; в—концевая
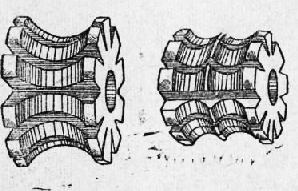
Рис. 6. Угловые фрезы:
а — одноугловая; б — двухугловая
Рис. 7. Т-образная фреза
Шлицевые, дисковые и концевые фрезы применяют для получения прямолинейных пазов и шлицев. Шлицевые фрезы имеют режущие кромки только по образующей цилиндра. Дисковые фрезы изготовляются обычно трехсторонними с режущими кромками по образующей цилиндра и по обоим торцам. Концевые фрезы имеют режущие кромки на торцах и на цилиндрической образующей. На рис. 4, в приведена концевая фреза новатора В. Я. Карасева. Фрезы Карасева имеют неравномерное расположение зубьев по окружности, что значительно уменьшает вибрации, возникающие при резании, позволяет повысить режимы резания и значительно уменьшить основное технологическое время.
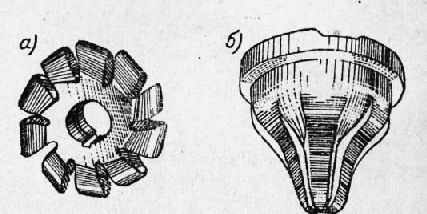
Рис. 8. Фасонные фрезы
Рис. 9. Модульные фрезы
Рис. 10. Червячная фреза
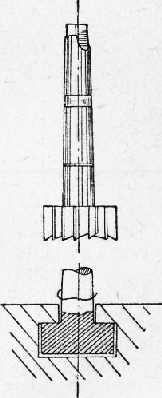
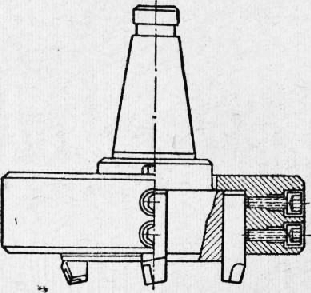
Одноугловые и двухугловые фрезы применяют для получения канавок различного профиля. Такие канавки фрезеруются у режущих инструментов (фрез, зенкеров, разверток и т. д.) и в некоторых деталях. Т-образные фрезы применяют для получения соответствующих пазов, главным образом у столов металлорежущих станков. Фасонные фрезы приведены на рис. 7. Задняя поверхность фасонных фрез затылована (выполняется по архимедовой спирали); переточка фрез производится только по передней поверхности, причем профиль зуба не нарушается. Модульные фрезы, дисковые и пальцевые, применяются для получения зубьев зубчатых колес. Каждая фреза пригодна для получения зубьев только данного модуля и зубчатых колес лишь одного определенного интервала количества зубьев, например, от 17 до 20 зубьев, от 21 до 25 зубьев и т. д. (теоретически каждая модульная фреза пригодна лишь для нарезания зубчатого колеса с определенным количеством зубьев); поэтому модульные фрезы изготовляются комплектами из 8 или 15 штук. Переточка модульных, фрез (как и всяких фасонных фрез) производится только по передней поверхности. Червячные фрезы также применяются для получения зубьев зубчатых колес на зубофрезерных станках. Червячная фреза имеет зубья трапецеидальной формы. Нарезание зубьев колес червячной фрезой производится методом обкатки, причем (1 таких случаях точность получается более высокой (по сравнению с нарезанием зубьев дисковой фрезой). В процессе обработки червячной фрезой последняя как бы находится в зацеплении с заготовкой и обкатывает ее. Здесь уже не требуется комплекта фрез, так как при нарезании колес нужный профиль автоматически получается в зависимости от обкатываемого диаметра. Помимо зубонарезания, червячные фрезы применяют для резьбонарезания, фрезерования шлицев и т. д. Процесс фрезерования протекает со скачкообразным изменением нагрузок вследствие переменной величины сечений среза и количества одновременно работающих зубьев. Это может вызывать вибрации системы фреза — заготовка — станок, усиливающиеся при скоростном фрезеровании. Поэтому при скоростном фрезеровании обращают особое внимание на жесткость системы фреза — заготовка — станок. Для скоростного фрезерования используют фрезы с зубьями, оснащенными пластинками твердых сплавов, или фрезы со вставными ножами. По конструкции такая фреза должна быть простой, обеспечивать возможность быстрой установки и регулирования ножей в корпусе, обладать необходимой прочностью и жесткостью. С целью обеспечения плавности работы (вращения) фрезы, повышения стойкости ножей (зубьев) и улучшения качества обработанной поверхности при скоростном фрезеровании часто применяют специальные маховики, которые крепят на нижнем конце шпинделя станка или на корпусе торцовой фрезы. На рис. 11 приведена торцовая фреза с маховиком.
Рис. 11. Торцовая фреза с маховиком
Реклама:Читать далее:Строгальные и протяжные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|