|
|
Категория:
Фрезерные работы Плоскую поверхность, расположенную под углом к горизонтали, называют наклонной плоскостью. Короткую наклонную плоскость на детали обычно называют скосом. Фрезерование наклонных плоскостей и скосов можно производить: Рассмотрим отдельно каждый способ фрезерования. Фрезерование с поворотом заготовки Установка в универсальных тисках. Для установки детали под углом можно использовать универсальные тиски.
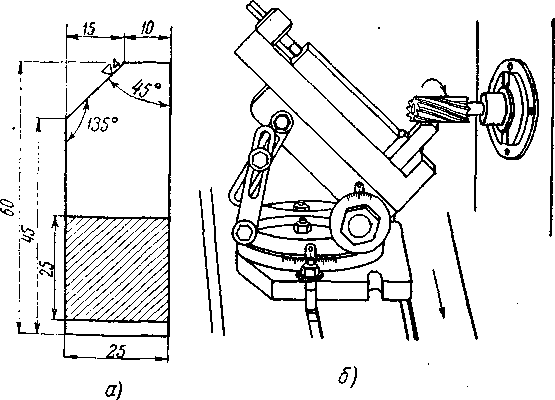
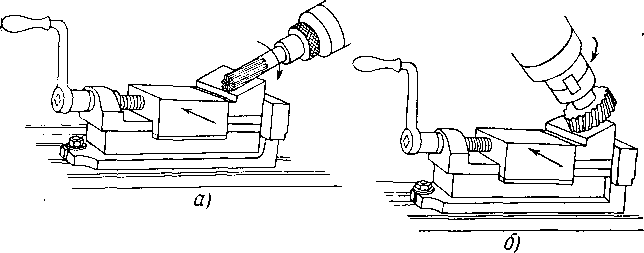
Рис. 1. Фрезерование наклонной плоскости в универсальных тисках
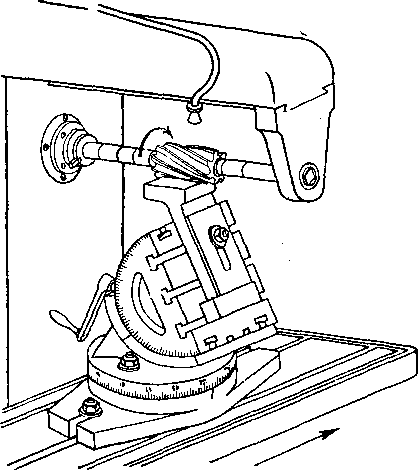
Закрепление детали в универсальных тисках производят, как в обычных машинных тисках. При установке универсальных тисков на нужный угол следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т. е. параллельно поверхности стола. Установка на универсальной плите. На рис. 2 показана заготовка, установленная на универсальной плите для фрезерования наклонной плоскости. Заготовку крепят к столу универсальной плиты прихватами или болтами, как при закреплении на столе фрезерного станка.
Рис. 2. Фрезерование наклонной плоскости на универсальной плите
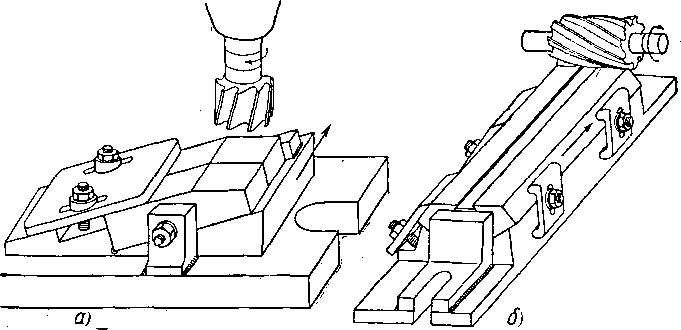
Универсальные тиски и универсальные плиты применяют обычно в инструментальных и ремонтно-механических цехах при обработке единичных деталей и в механических цехах при изготовлении небольших партий изделий. В инструментальных цехах для обработки наклонных поверхностей и скосов в деталях приспособлений и в штампах находят применение широкоуниверсальные фрезерные станки с наклоняемым столом (мод. 675 и 679). Наклон стола станка на требуемый угол обеспечивает надлежащее положение обрабатываемой поверхности, как при обработке в универсальных тисках и на универсальной плите. Установка в специальных приспособлениях. При обработке наклонных плоскостей в большой партии одинаковых заготовок обычно применяют специальные приспособления. На рис. 3, б показано приспособление для фрезерования скосов у слесарных молотков. Опорная плоскость приспособления обеспечивает быструю установку заготовки без разметки под нужным углом. На рис. 3, а показано приспособление для фрезерования наклонной плоскости клина. В этом приспособлении имеется два скоса. Две заготовки устанавливают в приспособление с двух сторон и фрезеруют одновременно одной цилиндрической фрезой.
Рис. 3. Приспособления для фрезерования наклонных плоскостей:
а — слесарных молотков, б — клиньев
Фрезерование наклонных плоскостей с поворотом заготовок на требуемый угол производят цилиндрическими или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей. Фрезерование с поворотом шпинделя станка Вместо поворота заготовки при фрезеровании наклонных плоскостей и скосов можно использовать поворот шпинделя. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости. Очень удобны для этой цели широкоуниверсальные фрезерные станки типа 6М82Ш, у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях. Этим же способом можно фрезеровать наклонные плоскости и на горизонтально-фрезерном станке, если станок имеет накладную вертикальную головку. Накладная вертикальная головка является специальной принадлежностью горизонтально-фрезерного станка. Наличие накладной вертикальной головки позволяет выполнять на горизонтально-фрезерном станке различные работы, обычно выполняемые на вертикально-фрезерном станке. На рис. 4, а показана одна из конструкций накладной вертикальной головки.
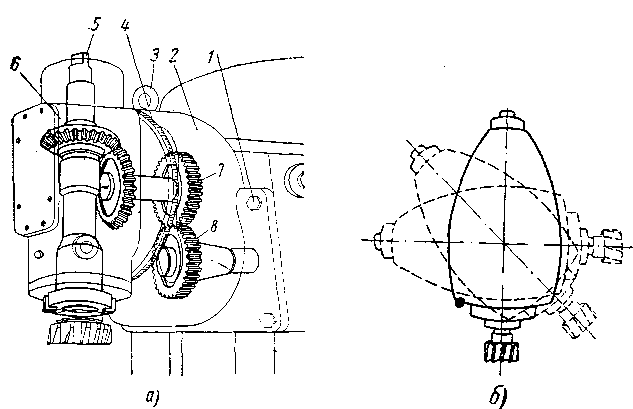
Рис. 4. Накладная вертикальная головка:
а — конструкция, б — различные положения шпинделя
Корпус накладной вертикальной головки устанавливается на вертикальных направляющих станины станка и закрепляется болтами. Шпиндель вращается в поворотной части головки. Освободив болты, соединяющие поворотную часть головки с ее корпусом, шпиндель можно повернуть в вертикальной плоскости и поставить под любым углом по шкале. Кольцо служит для съема головки. Вращение от шпинделя станка к шпинделю головки передается при помощи пары цилиндрических зубчатых колес. Колесо при помощи конуса насаживается на шпиндель горизонтально-фрезерного станка и передает вращение от шпинделя станка колесу, а затем через пару конических колес шпинделю накладной вертикальной головки. В гнездо шпинделя устанавливается фреза. Благодаря наличию пары конических зубчатых колес шпиндель накладной головки можно повернуть вокруг шпинделя фрезерного станка на 360°, т. е. на полный оборот. Такое устройство накладной вертикальной головки позволяет устанавливать фрезу не только вертикально, но и под любым углом. Наличие накладной вертикальной головки значительно расширяет возможность применения горизонтально-фрезерных станков.
Рис. 5. Фрезерование скосов с наклоном поворотного шпинделя:
а — концевой фрезой, б — торцовой фрезой
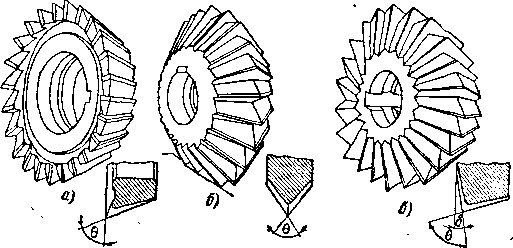
На рис. 5, а показана концевая фреза, установленная под углом 60° к вертикали для фрезерования скоса. Нужный угол наклона устанавливают поворотом вертикальной головки до совмещения рисок 0 и 60° на шкале. На рис. 5, б показана торцовая фреза, установленная под углом 30° к,вертикали для фрезерования скоса, угол устанавливают поворотом вертикальной головки до совмещения рисок 0 и 30° на шкале. Фрезерование наклонных плоскостей угловыми фрезами Небольшие наклонные плоскости и скосы можно фрезеровать угловыми фрезами. В этом случае нет необходимости в повороте детали или шпинделя, угол наклона плоскости фрезеруемой детали обеспечивается формой самой фрезы. Угловые фрезы. На рис. 6, а показана одноугловая фреза, предназначенная для обработки плоскости, наклонной к оси фрезы под определенным углом. Различают одноугловые фрезы с углом 0, равным 55, 60, 65, 70, 85 и 90°. Двухугловой называют фрезу, у которой вторая режущая грань фрезерует также наклонную плоскость. Различают фрезы двухугловые симметричные и несимметричные. Угол наклона второй грани несимметричной двухугловой фрезы обычно равен 15, 20 и 25°.
Рис. 6. Угловые фрезы:
а — одноугловая, б — двухугловая симметричная, в — двухугловая несимметричная
Угловые фрезы изготовляют с остроконечными зубьями. Фрезерование угловыми фрезами производят на горизонтально-фрезерных станках. Угловые фрезы устанавливают и закрепляют на оправках таким же образом, как цилиндрические. Режимы резания. При работе угловыми фрезами скорости резания и подачи на зуб назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы этих фрез значительно труднее.
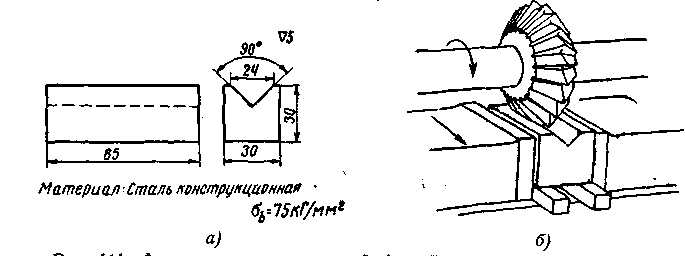
Рис. 7. фрезерование двухугловой фрезой двух сопряженных наклонных плоскостей:
а — деталь, б — эскиз обработки
Пример обработки. Рассмотрим фрезерование двух сопряженных наклонных плоскостей. На рис. 7, а дан чертеж призмы, а на рис. 7, б эскиз обработки угловой выемки. Для фрезерования необходима двухугловая симметричная фреза с углом наклона граней 45°. Диаметр фрезы примем равным 75 мм. Такая фреза имеет 22 зуба. Режимы резания: глубина фрезерования /=12 мм, подача 0,03 мм!зуб, скорость резания 11,8 м/мин, что соответствует 50 об!мин. Выбираем имеющееся на станке 6М82Г число оборотов шпинделя, равное 50 об!мин. Минутная подача при этом должна составлять 0,03×22×50 = 33 мм/мин. Выбираем имеющуюся на станке подачу 31,5 мм/мин. Настраиваем станок на выбранные скорость резания и подачу, производим фрезерование подобно фрезерованию горизонтальных плоскостей. Обработанную плоскость проверяют шаблоном. Возможный брак при фрезеровании наклонных плоскостей и скосов При фрезеровании наклонных плоскостей и скосов цилиндрическими, торцовыми и угловыми фрезами, кроме дефектов по чистоте поверхности и брака по размерам, возможен брак вследствие несоблюдения заданного угла наклона обработанной плоскости. Причинами такого брака могут быть неверная разметка, неверная установка заготовки, плохая очистка стола станка и тисков от стружки, слабое крепление тисков или поворотного стола под углом и биение фрезы. Реклама:Читать далее:Высокопроизводительные методы фрезерования плоскостейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|