|
|
Категория:
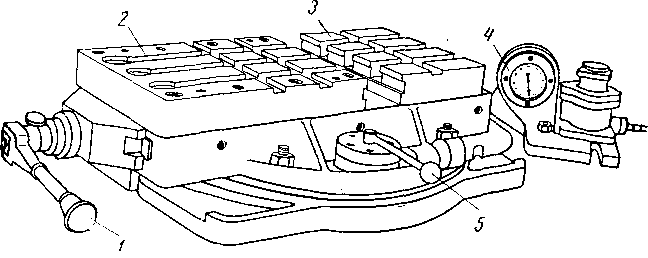
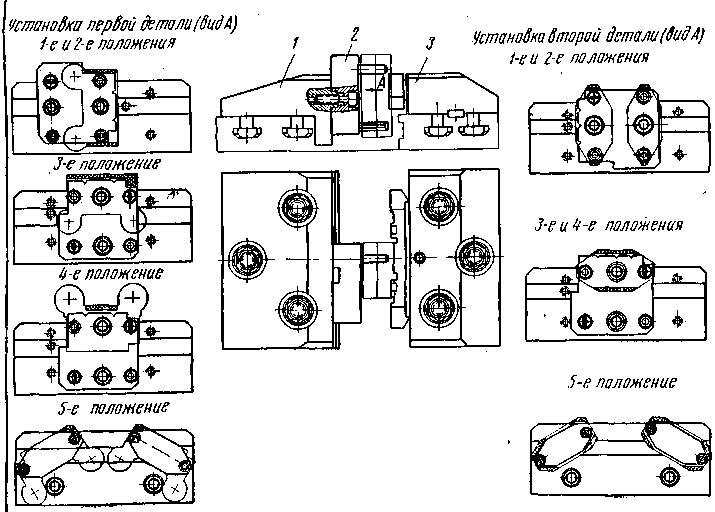
Фрезерные работы Сокращение времени при фрезеровании плоскостей может быть достигнуто за счет более производительного режима фрезерования (большие скорости, большие подачи, большие глубины резания), применения более рациональных конструкций зажимных приспособлений й работы с высокопроизводительными инструментами. Рассмотрим несколько способов, ускоряющих обработку плоскостей. Повышение режима резания Работа на больших скоростях фрезерования. Как известно, применение фрез с ножами из твердого сплава позволяет значительно увеличить скорость резания. В настоящей главе мы ознакомились с методами скоростного резания. Приступая к работе по фрезерованию плоскостей, надо убедиться в возможности проведения данной обработки на высоких скоростях резания твердосплавными фрезами. Работа с большими подачами. Величина подачи влияет на чистоту поверхности: чем меньше подача на один зуб фрезы, тем чище поверхность после обработки, но тем больше затрачивается времени на проход. При фрезеровании фрезами из быстрорежущей стали надо стремиться к увеличению подачи на один зуб фрезы, чтобы получить большую минутную подачу, т. е. сокращение времени на обработку. При этом необходимо учитывать заданную чистоту обработанной поверхности, что не всегда позволяет работать с большой подачей на один зуб фрезы. Применение скоростного резания, т. е. фрезерования твердосплавными фрезами с увеличенным числом оборотов фрезы, дает при той же подаче на один зуб фрезы увеличение минутной подачи, т. е. сокращение времени на обработку. Сокращение количества проходов. Наряду с увеличением скорости резания и увеличением минутной подачи необходимо стремиться к уменьшению количества проходов, выбирая максимальную глубину резания, так как время на обработку сокращается пропорционально сокращению количества проходов. Рациональная оснастка Применение сменных губок к тискам. Применение сменных губок к нормальным машинным тискам может существенно сократить время на зажим заготовки при обработке небольших партий деталей. Новаторы-фрезеровщики применяют нормальные тиски со сменными губками для сокращения времени на установку и зажим, не прибегая к специальным приспособлениям, которые окупают себя только при больших партиях деталей. Губки с угловыми выемками применяют вместо призм для ускорения установки и зажима круглых заготовок типа валиков в обычных машинных тисках. В настоящее время отечественной промышленностью выпускаются нормализованные переналаживаемые тиски и сменные наладки к ним. Такие тиски имеют опорные поверхности с точными продольными и поперечными пазами, по которым ориентируются наладки при смене. Сами тиски устанавливаются один раз точно на столе станка, а наладки устанавливают без выверки положения. Для закрепления применяют встроенные пневматические или пневмогидравлические силовые приводы. На рис. 1 показаны переналаживаемые поворотные тиски УПГ-6 *, предназначенные для зажима заготовок с максимальными размерами 200×250 мм. В пазу чугунного корпуса тисков помещена подвижная губка, перемещающаяся по стальным закаленным направляющим, закрепленным винтами к корпусу тисков. Неподвижная губка 2 и подвижная 3 выполнены так, что верхние их поверхности, снабженные точными продольными и поперечными пазами, образуют рабочий стол с размерами 455×200 мм, на который устанавливают сменные наладки и обрабатываемые заготовки. Сменные наладки можно устанавливать также и на торцовые поверхности губок, имеющие точные пазы. Зажим заготовок происходит при перемещении подвижной губки от пневматического диафрагменного привода, встроенного в нижнюю часть корпуса тисков. Управление работой пневматического привода осуществляется распределительным пневматическим краном. Зажимное усилие при давлении сжатого воздуха 4 кГ/см2 составляет 3600 кГ при ходе подвижной губки 5—6 мм. Величину зажимного усилия можно регулировать в пределах 1000—3600 кГ с помощью регулятора зажимного усилия 4, включаемого между, сетью и тисками. Перемещение подвижной губки больше 5—6 мм, изменение раствора губок от 50 до 100 мм и предварительный поджим обрабатываемой заготовки с небольшим усилием осуществляются вручную при помощи перекидной рукоятки. Сменные наладки на тиски представляют собой специальные накладки, закрепляемые на подвижную и неподвижную губки тисков. Иногда к этим двум основным частям наладки добавляется третья в виде базовой плиты, помещаемой обычно на неподвижную губку и ориентирующей обрабатываемую заготовку в требуемом положении. На рис. 2 показан пример решения конструкции сменной наладки для обработки двух различных заготовок в пяти положениях в универсальных переналаживаемых стационарных тисках УПГ-2. На неподвижную губку и подвижную устанавливаются в разных положениях две сменные накладки в виде дополнительных баз, представляющие фигурные плиты с пальцами для ориентации Ьбрабатываемых заготовок.
Рис. 1. Переналаживаемые поворотные тиски
Рис. 2. Схемы установки двух различных деталей в пяти положениях в сменной наладке к переналаживаемым тискам:
1 — неподвижная губка; 2 — дополнительная база; 3 — подвижная губка
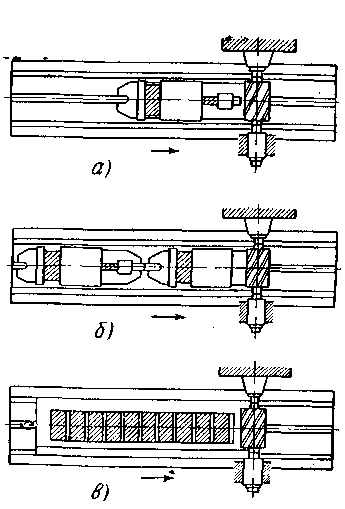
Рис. 3. Варианты обработки заготовки на горизонтально-фрезерном станке
В практике фрезерования необходимо шире применять сменные губки и наладки к тискам. Применение многоместных приспособлений. На рис. 3 даны три варианта обработки бруска шириной 60 мм, высотой 80 мм и длиной 100 мм. Во всех трех вариантах для фрезерования берется цилиндрическая фреза> D — 80 мм, работающая при 100 об/мин, что соответствует скорости резания 25,1 м/мин, при глубине резания /=3 мм и подаче 100 мм/мин.
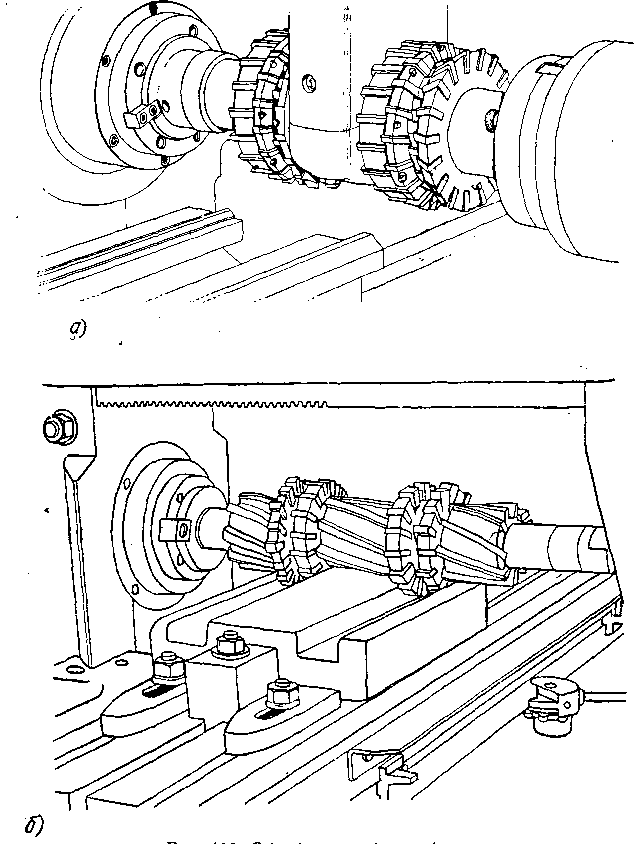
Рис. 5. Обработка набором фрез:
а — станины токарного станка, б — каретки
На рис. 4 показаны три варианта фрезерования стальной заготовки торцовой фрезой на вертикально-фрезерном станке. Обычный способ закрепления — по одной заготовке в тисках; более производительный метод фрезерования в многоместном приспособлении на 10 заготовок; метод непрерывного фрезерования на круглом вращающемся столе позволяет производить закрепление и съем заготовок в процессе фрезерования и, таким образом, еще повышает производительность фрезерования. Такое явное преимущество одновременной обработки нескольких заготовок привлекает внимание фрезеровщиков, которые охотно применяют многоместные приспособления и поворотные столы для закрепления и обработки деталей. Наборы фрез. Набором фрез называют группу подобранных по форме и размерам обрабатываемых заготовок фрез, установленных и закрепленных на одной общей оправке для одновременной обработки нескольких поверхностей. На рис. 5, а показана обработка набором фрез направляющих станины токарного станка, а на рис. 5, б — каретки. Наборы фрез оправдывают себя при обработке нескольких сопряженных поверхностей у партии одинаковых деталей и широко применяются фрезеровщиками для ускорения, удешевления и повышения точности обработки. Реклама:Читать далее:Правила фрезерования цилиндрическими и торцовыми фрезамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|