|
|
Категория:
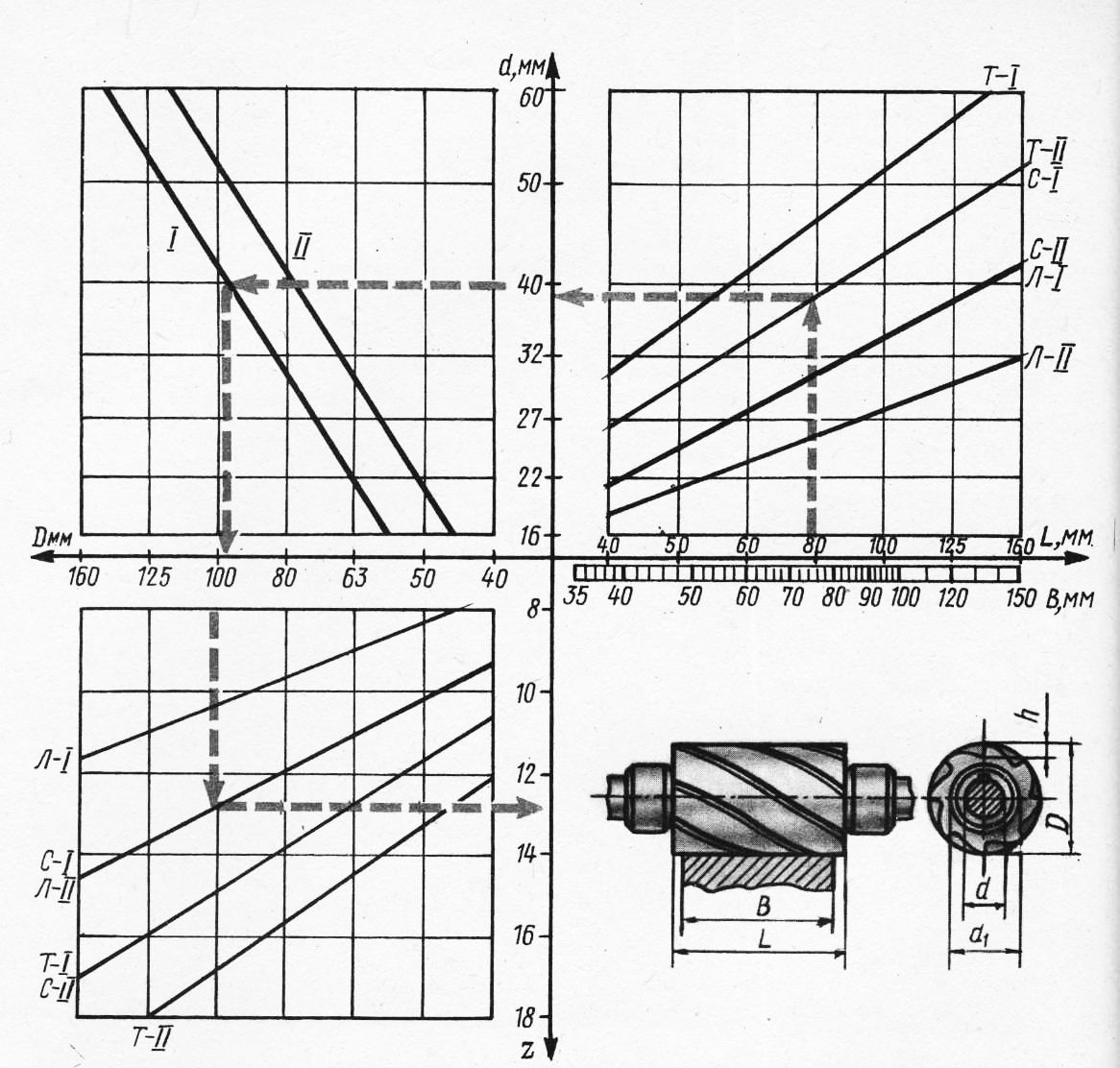
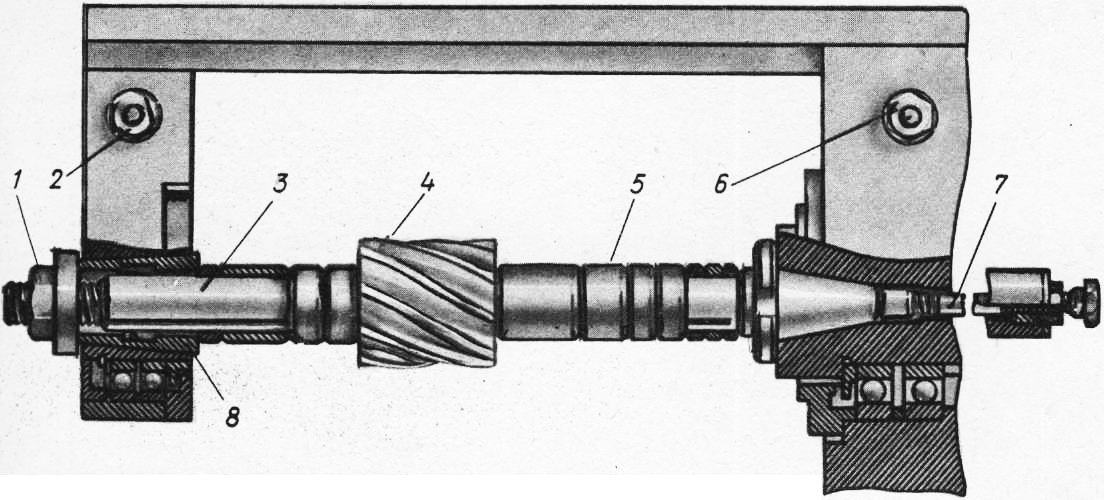
Фрезерные работы Цилиндрические фрезы применяют для обработки плоскостей. Зубья цилиндрической фрезы располагаются по винтовой линии с определенным углом наклона винтовой канавки со. Цилиндрические фрезы изготовляют цельными из быстрорежущей стали с мелкими и крупными зубьями (ГОСТ 3752— 71), а также сб вставными ножами из быстрорежущей стали и винтовыми пластинками твердого сплава. Изготовление цилиндрических фрез со вставными ножами (зубьями) позволяет более экономно использовать дорогостоящий инструментальный материал. Основными размерами цилиндрических фрез являются длина фрезы L, диаметр фрезы D, диаметр отверстия d, число зубьев z. По направлению вращения фрезы делят на право- и леворежущие. Праворежущими называют такие фрезы, которые при работе вращаются по часовой стрелке, если на фрезу смотреть со стороны заднего конца шпинделя (или против часовой стрелки, если смотреть со стороны подвески-серьги). Леворежущими фрезами называют такие фрезы, которые при работе вращаются против часовой стрелки, если смотреть со стороны заднего конца шпинделя (или по часовой стрелке, если смотреть со стороны подвески). Если смотреть на фрезу со стороны подвески, то праворежущая фреза отбрасывает стружку вправо, а леворежущая — влево. В зависимости от того, какой стороной цилиндрические фрезы установлены на оправке, они могут быть использованы и как праворежущие, и как леворежу-щие. Направление резания можно изменить, перевернув фрезу на оправке. Выбор типа и размера цилиндрической фрезы. Выбор типа и размера фрезы зависит от данных конкретных условий обработки (размеры обрабатываемой заготовки, марка обрабатываемого материала, величина припуска на обработку и др.). Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей, фрезы с мелким зубом — для получистовой и чистовой обработки. На рис. 1 приведена номограмма для выбора оптимального размера цельных цилиндрических фрез с мелкими и крупными зубьями для заданных условий обработки. Порядок пользования номограммой показан на рис. 1 красными стрелками: по ширине фрезерования определяется длина фрезы, затем определяется диаметр посадочного отверстия фрезы, диаметр фрезы и, наконец, число зубьев фрезы. Наладка фрезерного станка для выполнения различных работ. Наладка — подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. К наладке относятся установка приспособления; установка оправки на станке; установка фрезы и установочных колец на оправке; проверка биения фрезы; выверка заготовки относительно инструмента; расстановка упоров, ограничивающих ход стола; переключение частот вращения- шпинделя и минутных подач; установление глубины фрезерования и др. Подналадка — дополнительная регулировка технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров. Установка и закрепление фрезы. После того как выбран оптимальный для данных условий обработки типоразмер цилиндрической фрезы, производят ее установку и закрепление. В соответствии с размером диаметра отверстия фрезы выбирают необходимый диаметр оправки. На отечественных заводах применяются оправки стандартных диаметров: 16, 22, 27, 32, 40, 50 и 60 мм. На рис. 2 показана фрезерная оправка для крепления цилиндрической или дисковой фрезы или набора фрез с установочными кольцами 5. Фрезерная оправка ставится в конус шпинделя и затягивается шомполом.
Рис. 1. Номограмма для выбора оптимального типоразмера цельных цилиндрических фрез
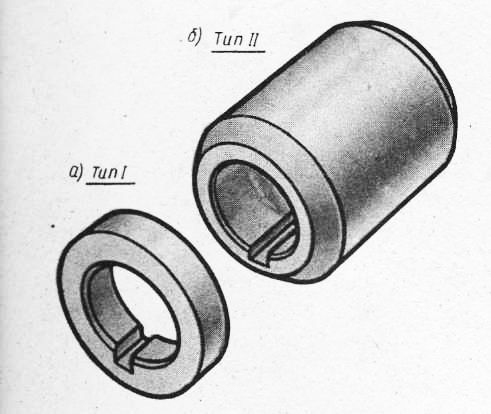
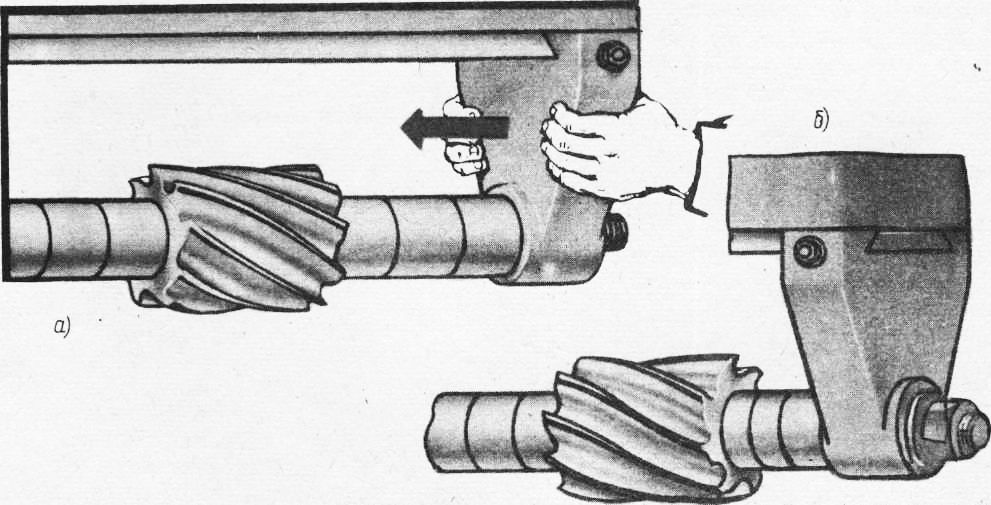
На оправку надевают установочные (проставные) кольца и на требуемом расстоянии от торца шпинделя — фрезу. Затем снова надевается ряд колец и конусная втулка под серьгу с учетом желаемого удаления серьги от фрезы. Набор колец с фрезой (или набором фрез) и конусной втулкой затягивается на оправке гайкой. После этого серьга подвигается на конусную втулку оправки до отказа и крепится на хоботе гайкой. Хобот также должен быть закреплен на станине гайками. При тяжелых работах устанавливается вторая серьга, для чего в набор включается и вторая конусная втулка. Для расположения одной или нескольких фрез на оправке пользуются установочными кольцами двух типов различной ширины. Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 3,0; 5,0; 8,0; 10; 15; 20; 30; 40 и 50 мм. В процессе фрезерования оправка работает на растяжение и изгиб, а установочные кольца — на сжатие. Когда на оправке устанавливают одну фрезу, ее желательно располагать ближе к шпинделю станка, так как в этом положении прогиб оправки будет минимальным. Требуемое расположение фрезы относительно обрабатываемой заготовки при этом достигается соответствующей установкой стола в поперечном направлении. Если невозможно установить фрезу вблизи шпинделя, рекомендуется применять дополнительную подвесную серьгу. Если на оправке должно быть установлено несколько фрез, не имеющих торцового контакта, то правильность их взаимного расположения достигается набором промежуточных колец, которые устанавливают между ними.
Рис. 2. Оправка для закрепления фрез
Рис. 3. Установочные кольца
Рис. 4. Установка дополнительной серьги
Рис. 5. Выдвижение хобота и снятие серьги
Порядок установки и закрепления фрезы. Установка и закрепление фрезы производятся в следующем порядке:
Рис. 6. Закрепление фрезы на оправке
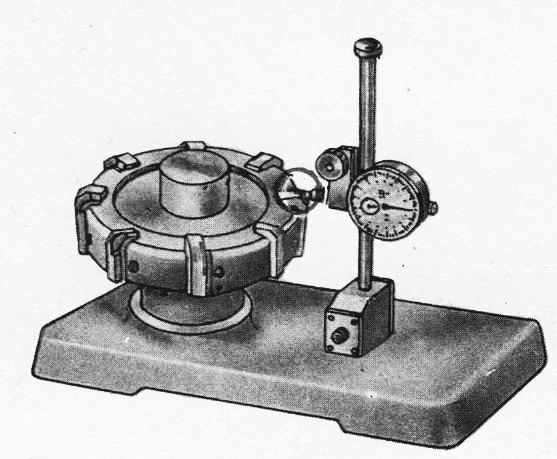
Из таблицы видно, что при работе на горизонтально-фрезерных станках применяются цилиндрические фрезы с левым направлением винтовых канавок при правом вращении фрезы или с правым направлением винтовых канавок при левом направлении вращения фрезы. Это объясняется тем, что в случаях с равноименным направлением винтовых канавок фрезы и направлением ее вращения осевая составляющая силы резания Рх направлена в сторону шпинделя, т. е. более жесткой опоры. При этом она будет вдавливать оправку в отверстие шпинделя, а не вытягивать фрезу с оправкой из гнезда шпинделя и давить на менее жесткую опору — серьгу. Теперь возвратимся к порядку установки и закрепления фрезы. После того как надели на оправку установочные кольца и фрезу, следует надеть на оправку остальные установочные кольца и затянуть гайку на конце оправки. При этом надо следить за тем, чтобы гайка не закрывала шейки оправки, которая входит в подшипник серьги. 5. Установить серьгу так, чтобы конец оправки (шейка) вошел в подшипник серьги. Проверка биения зубьев фрезы. Для проверки биения зубьев фрезы применяют прибор, показанный на рис. 36. Радиальное биение режущих кромок относительно отверстия для фрез диаметром до 100 мм не должно превышать 0,02 мм для двух смежных зубьев и 0,04 мм для двух противоположных зубьев. Биение опорных торцов при проверке на оправке не должно превышать 0,02 мм для фрез длиной до 50 мм и и 0,03 мм для фрез длиной более 50 мм.
Рис. 7. Прибор для проверки фрез на биени
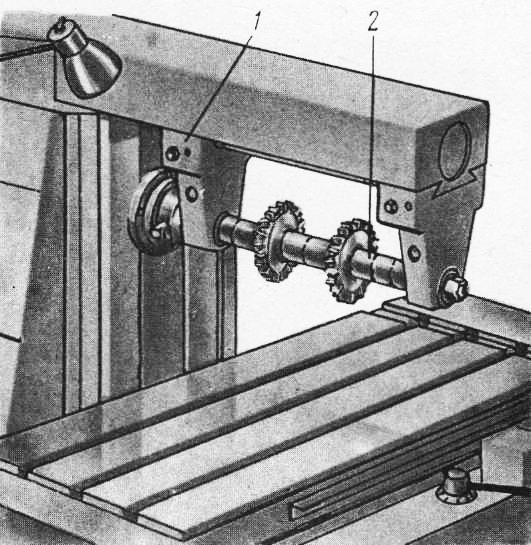
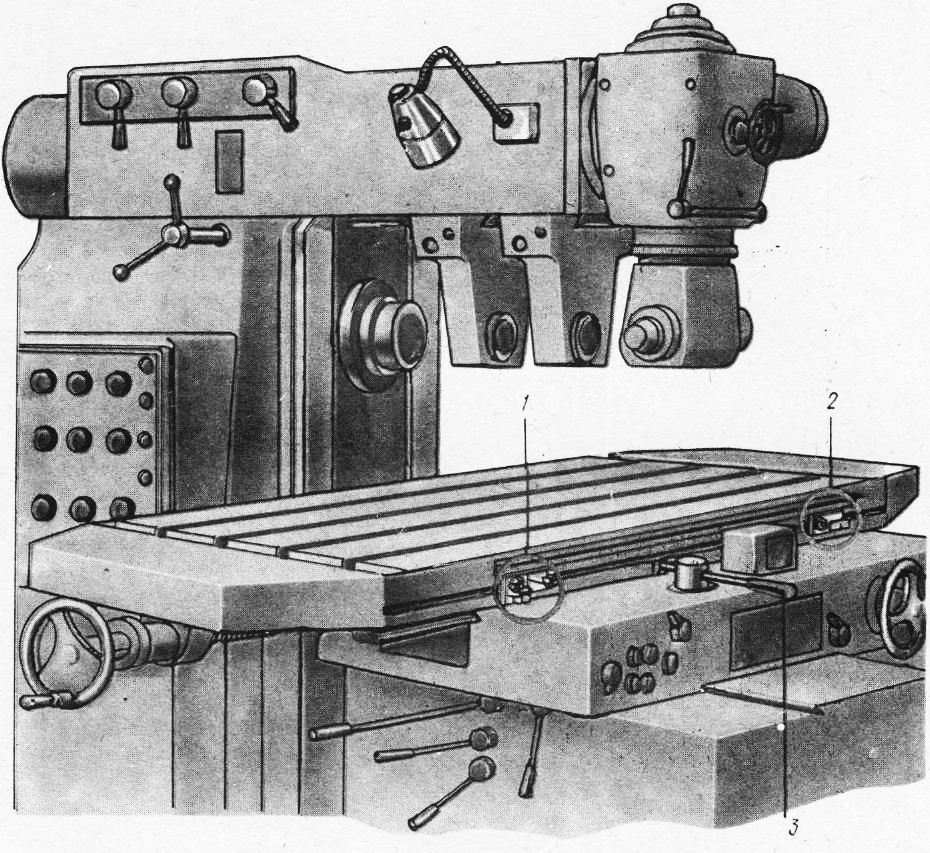
Радиальное биение двух смежных зубьев фрез диаметром от 100 до 125 мм должно составлять не более 0,02 мм, а фрезы — не более 0,05 мм; для фрез диаметром свыше 125 мм — соответственно 0,03 и 0,08 мм. Применение упоров. Фрезерные станки снабжены устройствами для автоматизации рабочего цикла, которые позволяют наладить станок на быстрый подвод стола, переключение его на рабочую подачу и останов в конечном положении. На рис. 8 показана расстановка упоров, ограничивающих продольный ход стола широкоуниверсального станка 6Р82Ш. Упорные кулачки устанавливают и закрепляют в боковом продольном пазу стола в положении, соответствующем началу и окончанию рабочего хода стола, в зависимости от требуемой длины фрезерования. После поворота вправо рычага механической подачи стол с обрабатываемой заготовкой начинает перемещаться слева направо до тех пор, пока кулачок не упрется в выступ рычага и не поставит его в среднее положение, выключив тем самым механическую подачу. После поворота рычага влево стол получит автоматическую подачу справа налево и будет перемещаться до тех пор, пока кулачок не упрется в выступ на рычаге и не поставит его в среднее положение, выключив механическую подачу. Подобные устройства применяют во фрезерных станках для ограничения и- автоматического выключения поперечной и вертикальной подачи. В тех случаях, когда по условиям обработки не требуется автоматическое выключение подачи стола, кулачки устанавливают и закрепляют в крайних рабочих положениях стола. Установка на глубину фрезерования. Прежде чем поднимать или опускать стол, надо ослабить затяжку стопорных винтов. При вращающемся шпинделе осторожно подвести вручную стол вместе с закрепленной заготовкой под фрезу до момента легкого касания. Далее ручным перемещением стола в продольном направлении вывести заготовку из-под фрезы. Затем вращением рукоятки вертикальной подачи поднять стол на величину, равную глубине резания. Отсчет величины перемещения стола производят по лимбу, т. е. кольцу с делениями. Отсчет по лимбу можно в принципе вести от любого деления шкалы, однако для удобства и упрощения отсчета, после того как фреза коснулась обрабатываемой заготовки, лимб следует установить на нулевое положение (т. е. риску лимба с отметкой 0 совместить с визирной риской). Ценой деления лимба называется величина, на которую переместится стол станка, если рукоятку винта подачи стола повернуть на одно деление лимба. Если, например, цена деления лимба равна 0,05 мм и лимбовое кольцо имеет 40 делений, то это означает, что за один оборот рукоятки ручного подъема стола он переместится на величину 0,05 ×40=2 мм. Чтобы поднять стол на 3 мм, нужно повернуть лимб на 3:0,05 = 60 делений, т. е. на 1,5 оборота. При вращении рукоятки вертикальной подачи стола нужно учитывать наличие «мертвого хода». В результате износа винта и гайки в соединении винт — гайка образуется зазор. Поэтому если вращать рукоятку подачи в одном направлении, а затем изменить направление вращения винта, то он повернется на какую-то часть оборота вхолостую (пока не будет выбран зазор в соединении винт — гайка), т. е. стол перемещаться не будет. Поэтому подводить лимб до нужного деления надо очень плавно и по возможности осторожно (без рывков). Если же случайно все-таки повернули, скажем, до 40-го деления, а нужно до 35-го, то нельзя исправить ошибку путем поворота лимба в обратном направлении на 5 делений. В таких случаях необходимо повернуть маховичок с лимбом в обратном направлении почти на полный оборот и осторожно подвести лимб заново до требуемого деления.
Рис. 8 Расстановка упоров для автоматического включения продольной подачи
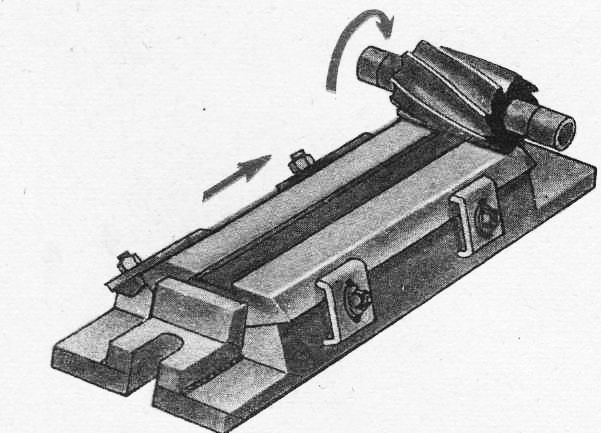
После установки фрезы на требуемую глубину фрезерования необходимо застопорить консоль и салазки поперечной подачи и установить кулачки включения механической подачи на требуемую длину фрезерования. После осуществления наладки станка плавным вращением рукоятки продольной подачи стола подвести обрабатываемую заготовку к фрезе, немного не доводя, включить станок, включить механическую подачу и приступить к работе. Перед подачей стола в исходное положение (вывод детали из-под фрезы) надо щеткой удалить всю стружку с обработанной поверхности, а стол немного опустить, чтобы не испортить обработанной поверхности детали при обратном ходе. Затем произвести измерение обработанной детали, размеры которой должны соответствовать размерам, указанным в операционной карте. В случае необходимости исправить размер путем дополнительного прохода. Фрезерование наклонных плоскостей и скосов. Плоскость детали, расположенную под некоторым углом к горизонтальной плоскости, называют наклонной плоскостью. Наклонную плоскость детали, имеющую небольшие размеры, называют скосом. Фрезерование наклонных плоскостей и скосов цилиндрическими фрезами может быть осуществлено установкой заготовки под требуемым углом к оси фрезы. Этот поворот можно произвести разными путями. Установка заготовки в универсальных тисках. При установке универсальных тисков на требуемый угол, следует иметь в виду, что подлежащая обработке наклонная плоскость должна быть расположена горизонтально, т. е. параллельно оси фрезы. Установка заготовки на универсальной поворотной плите. Поворотные плиты позволяют обрабатывать плоскости с любым углом наклона в пределах от 0 до 90° при возможности одновременного поворота обрабатываемой заготовки в горизонтальной плоскости на угол до 180°. Заготовку крепят к столу универсальной плрты прихватами или болтами, как и при закреплении на столе фрезерного станка. Универсальные тиски и универсальные поворотные плиты применяют в единичном или мелкосерийном производстве. Установка заготовок в специальных приспособлениях. При обработке заготовок с наклонными плоскостями или скосами в условиях крупносерийного и массового производства целесообразно производить установку заготовки под требуемым yi лом к оси фрезы в специальных приспособлениях.
Рис. 11. Приспособление для фрезерования наклонных плоскостей
Реклама:Читать далее:Фрезерование плоскостей торцовыми фрезамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|