|
|
Категория:
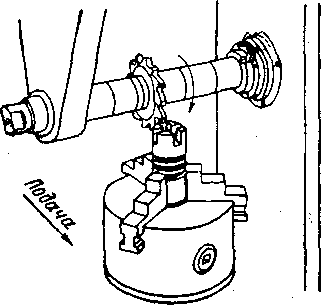
Фрезерные работы Фрезерование торцовых пазов в валике У валика требуется выфрезеровать на торце четыре прямых паза. Обработку произведем на горизонтально-фрезерном станке с креплением заготовки в трехкулачковом патроне, навернутом на шпиндель вертикальной упрощенной делительной головки.
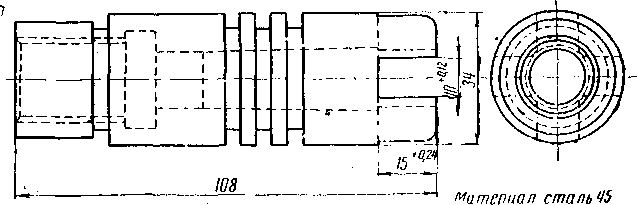
Рис. 1. Чертеж валика с торцовыми пазами
Выбор фрезы. Для производительного фрезерования возьмем трехстороннюю дисковую фрезу с разнонаправленными зубьями. При глубине паза 15 мм и диаметре отверстия в фрезе -27 мм трехстороннюю фрезу следует выбрать диаметром не менее 80 мм. Для получения точного расположения пазов относительно центра валика надо выбрать фрезу уже паза. Примем ширину трехсторонней фрезы 8 мм.
Рис. 2. Фрезерование,торцовых пазов в валике
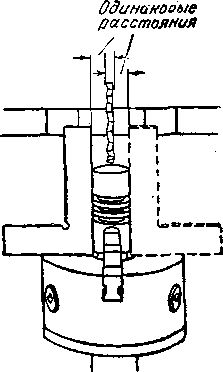
Рис. 3. Установка фрезы по центру
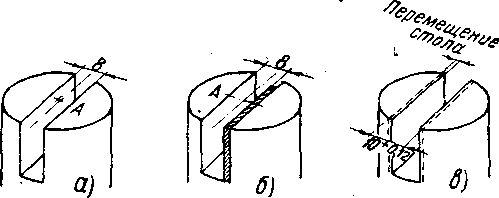
Выбираем трехстороннюю дисковую фрезу с разнонаправленными зубьями 80X8X27 мм из быстрорежущей стали Р18 с числом зубьев z= 14. Подготовка к работе. Закрепление фрезы на оправке, установку и крепление делительной головки и трехкулачкового патрона, закрепление заготовки в трехкулачковом патроне производим по известным уже приемам. Установка фрезы строго по центру заготовки производится при помощи угольника, как показано на рис. 3. Настройка станка на режим фрезерования. Заданы: скорость резания -о = 25 м/мин, что соответствует 100 об/мин, и подача 0,03 мм/зуб, что соответствует 40 мм/мин. Эти режимы меньше, чем мы применяли ранее, но надо учесть, что фреза работает при глубине резания t= 15 мм. Фрезерование пазов. Порядок фрезерования первого паза виден из рис. 4. Сначала проходят на полную глубину паз шириной 8 мм, затем поворачивают шпиндель делительной головки на 180° (пол-оборота) и вновь фрезеруют паз по всей длине. Фреза при этом будет срезать только одну сторону паза. Измеряем ширину паза и перемещаем поперечной подачей стол на половину разности между 10 мм и фактическим размером паза. Фрезеруем сначала одну сторону паза, затем, повернув шпиндель делительной головки на 180° (пол-оборота), другую до получения размера 10 +0,12 мм.
Рис. 4. Порядок фрезерования паза
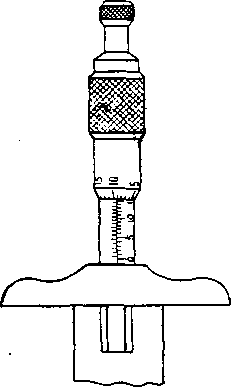
Рис. 5. Измерение глубины паза микрометрическим глубиномером
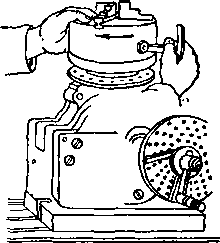
Рис. 6. Установка универсальной делительной головки в вертикальное положение
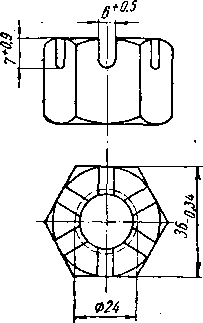
Повернув шпиндель делительного приспособления на 90° (четверть оборота), приступаем к фрезерованию второго паза, повторяя только два последних прохода по рис. 4, в. Ширину паза проверяем предельной пробкой. Глубину паза можно проверить микрометрическим глубиномером. Фрезеровать пазы в торце валика можно с помощью универсальной делительной головки, повернув шпиндель ее вертикально. Расскажите, как в этом случае произвести деление на четыре части. Фрезерование шлицев в корончатой гайке В корончатой гайке с резьбой диаметром 24 мм надо фрезеровать шесть шлицев (прорезей) для шплинта. Шлиц имеет размер 6+0,5 Х7+°’9 мм и прорезается шлицевой фрезой шириной 6 мм. Шлицы фрезеруют так же как пазы в торце валика, с той разницей, что каждый шлиц прорезают за один проход. Так как корончатые гайки широко применяются в машиностроении, их обработку производят в высокопроизводительных приспособлениях. На рис. 8 показано приспособление для непрерывного фрезерования шлицев в корончатых гайках, применяемое на заводе малолитражных автомобилей в Москве, на автозаводе имени Лихачева и др.
Рис. 7. Чертеж корончатой гайки
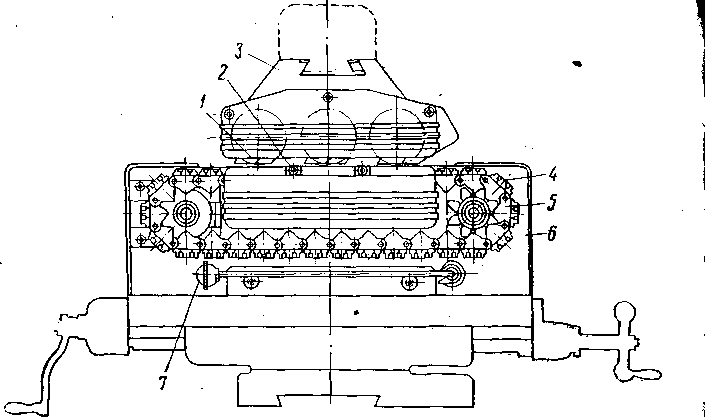
Приспособление состоит из корпуса, в котором движется бесконечная цепь с установочными гнездами для обрабатываемых гаек. Гнезда имеют прорези для прохода инструмента. При поступательном движении цепи гнезда своими прорезями дважды цепляются за неподвижные соответствует углу взаимного расположения шлицев в корончатых гайках. Корончатая гайка во время фрезерования зажимается пружинным зажимом. Фрезерная головка приводится в действие от рабочего шпинделя станка, а приспособление — от механизма подачи стола через шарнирную передачу. Включение подающего механизма производится рычагом. Описанное приспособление работает, как полуавтоматический станок, в котором надо только устанавливать заготовку и снимать готовые изделия.
Рис. 8. Приспособление для непрерывного фрезерования шлицев в коробчатых гайках
Реклама:Читать далее:Деление без применения делительного дискаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|