|
|
Категория:
Медницко-жестяницкие работы Далее: Зиговка материала При гибке металла происходит растяжение его волокон с одной стороны и сжатие с противоположной. Поэтому чем пластичнее металл, тем на больший угол его можно загнуть. Для придания металлам пластичности их подвергают термической обработке: дюралюминий и все марки сталей, кроме хромоникелевых, отжигают, а хро-моникелевые стали типа IXI8H9T перед гибкой закаливают. Дюралюминий можно изгибать в свежезакаленном состоянии в период от 20 мин. до 3—4 час. после закалки (в зависимости от марки). Но даже и в пластичном состоянии каждый металл имеет определенный для каждой толщины наименьший радиус гибки, при переходе за который в месте гибки возможно появление трещин. При гибке учитывают упругие свойства материалов, которые выражаются в том, что после загиба материал немного пружинит и угол загиба несколько уменьшается. Поэтому для получения требуемой величины угла металл загибают на несколько градусов больше в зависимости от его марки. Суммарная длина заготовки по чертежу не соответствует истинной длине заготовки. Это объясняется тем, что гибка с закруглением требует более короткой заготовки, чем гибка без закругления. Поэтому если длину заготовки взять по чертежу, равную сумме размеров изделия, то полученное изделие будет иметь больший размер, чем требуется.
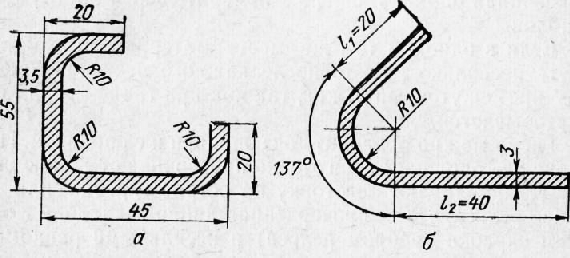
Рис. 1. Гибка полосы:
а — с тремя перегибами пол 90°; б — с одним перегибом под 137°
Ручная гибка листового материала При ручной гибке используется следующий инструмент и приспособления: деревянный или резиновый молоток, наковальня, скребок или рельс, металлическая или деревянная оправка, шперак, измерительный инструмент, шаблоны. Если в одном и том же месте материал приходится гнуть несколько раз, то после каждого перегиба проводят промежуточный отжиг, так как при гибке металл на-гартовывается. Гибку можно проводить без оправки и с оправкой. При гибке без оправки на заготовке прочерчивают линию сгиба, устанавливают заготовку на острие скребка или на ребро рельса, чтобы прочерченная линия совпадала с острием скребка (ребром рельса) и несильными равномерными ударами молотка загибают кромку. Гибку под углом, превышающим 60°, выполняют в два-три приема: вначале всю кромку загибают на 30—40°, а затем последовательно догибают ее до требуемой величины. При ударах молотком положения загибаемого материала относительно опорной поверхности не меняют, так как сдвиг его вызовет порчу заготовки. Тонкие (толщиной до 0,4 мм) и мягкие материалы загибают не ударами молотка, а путем сглаживания гладким круглым бруском. Гибку скруглением проводят молотком на шпераке или круглой оправке. Гибка с помощью оправок применяется для изготовления нескольких одинаковых изделий. Сначала из дерева твердой породы или из толстой фанеры делают оправку, соответствующую форме и размерам выполняемого изделия. Поверхность оправки должна быть совершенно гладкой. Затем материал зажимают так, чтобы линия разметки совпадала с кромкой оправки, после чего равномерными ударами выполняют гибку. Удары наносят всей поверхностью бойка, иначе материал может вспучиться или изогнуться. Подогнув кромку на 20—30°, изделие вынимают из оправки и проверяют, не искривилось ли место гибки. Если материал изгибается не по прямой линии, то изделие устанавливают на плиту и выправляют его легкими ударами деревянного молотка, после чего продолжают гибку. Гибка труб Гибка труб в зависимости от материала, радиуса гибки и диаметра труб проводится в холодном или горячем состоянии, с наполнителями и без наполнителей, в приспособлениях и без приспособлений. Наполнители (канифоль, свинец, прокаленный речной песок) служат для того, чтобы при гибке внутренний диаметр трубы не уменьшился и на ее стенках не образовались складки. Перед гибкой тщательно осматривают внешнюю и внутреннюю (освещают переносной электролампой) поверхности труб. Поверхности должны быть гладкими и ровными, без плён, трещин, пузырей, расслоения, грубых следов протяжки, забоин, царапин и вмятин. Для обнаружения посторонних предметов внутри трубы, а также грубых вмятин и проплавов при Приварке штуцеров трубы проверяют прокатыванием шарика соответствующего диаметра. В результате гибки материал трубы по наружной дуге растягивается, а по внутренней сжимается. При этом на внутренней стенке трубы образуются складки, а наружная стенка может разорваться. Чтобы избежать этого, необходимо правильно выбрать радиус изгиба, а перед гибкой трубу подвергнуть термической обработке. При гибке стальных и дюралюминиевых труб диаметром до 20 мм наименьший радиус изгиба должен быть равен двум внешним диаметрам трубы. Например, для труб с внешним диаметром 12 мм наименьший радиус изгиба равен 24 мм. Для труб с диаметром свыше 20 мм наименьший радиус изгиба равен трем внешним диаметрам трубы. Трубу с внешним диаметром 50 мм изгибают по радиусу не меньше 150 мм. Гибка дюралюминиевых труб Перед гибкой дюралюминиевых труб в холодном состоянии их отжигают и заполняют наполнителем. Приемы наполнения труб зависят от наполнителя. Наполнение трубы канифолью проводится следующим образом: Набивка в трубу речного песка осуществляется в такой последовательности: в один из концов трубы забивают деревянную пробку, трубу заполняют прокаленным речным песком. Влажный песок не применяют. При нагревании трубы он высыхает, что приводит к образованию пустот, а выделившиеся при этом водяные пары могут разорвать трубу. При наполнении трубы песком ее обстукивают деревянным молотком или палкой, начиная от нижнего конца трубы, для обеспечения плотной усадки песка. Трубу заполняют песком не полностью. Пространство в 20—30 мм оставляют для пробки. Поставив пробку, еще раз обстукивают всю трубу, после чего пробуют осадить пробку ниже. Если это сделать невозможно, значит труба набита песком достаточно плотно. Если гибка труб, наполненных песком, проводится в нагретом состоянии, в обеих пробках делают отверстия для выхода газов, образующихся при нагреве трубы. В холодном состоянии изгибают трубы только малого диаметра (до 10—12 мм) при большом радиусе изгиба. Гибка труб диаметром свыше 12—15 мм проводится в горячем состоянии. В качестве наполнителя применяют песок. Паяльной лампой или бензино-воздушной горелкой трубу равномерно нагревают до температуры не выше 360—400°С, перемещая пламя горелки по нагреваемому участку. При перегреве металл становится хрупким, на поверхности его появляются трещины и пузыри. Перегретые трубы бракуют. Изгибать трубу можно или в тисках, зажав ее в деревянные оправки, или в специальных приспособлениях, но обязательно плавно и равномерно. При изгибании рывками на поверхности трубы образуются складки или трещины. Для получения лучшего качества поверхности в месте изгиба рекомендуется загибать трубу градусов на 10—15 больше, а затем разгибать до требуемого угла. ‘ Если трубу подвергают гибке несколько раз, причем места перегибов находятся близко друг от друга, то ее необходимо охлаждать после каждого загиба. У труб диаметром свыше 25 мм материал в месте изгиба часто гофрируется. В таких случаях проводят посадку гофра легкими ударами молотка с закругленным бойком, не охлаждая трубы и не высыпая из нее песка. По окончании гибки наполнитель из трубы удаляют. Выплавлять канифоль нужно с конца трубы, а не с ее середины, иначе разогретая в трубке канифоль, не найдя выхода, может разорвать трубу и обжечь работающего. Остатки канифоли удаляют скипидаром. Если трубу наполняли песком, то нужно вынуть пробку, высыпать песок, обстукать трубу молотком и продуть сжатым воздухом. Гибка стальных труб Стальные трубы диаметром до 8 мм с радиусом изгиба не менее 50 мм изгибают в отожженном виде без применения наполнителя. Трубы диаметром от 10 до 30 мм с радиусом изгиба не менее 200 мм изгибают без подогрева, но с обязательным заполнением их песком. Трубы диаметром больше 30 мм и трубы с малым диаметром и небольшим радиусом изгиба гнут с подогревом и с наполнением прокаленным речным песком. Место изгиба нагревают до светлокрасного каления паяльной лампой, сварочной горелкой или в горне. Гибка медных и латунных труб Толстостенные трубы диаметром до 10 мм при радиусе изгиба свыше 50 мм гнут в холодном состоянии без наполнителя. Тонкостенные трубы гнут только с наполнителем, так как при изгибе они легко сплющиваются и на их поверхности образуются гофры. В качестве наполнителя применяется канифоль. Перед гибкой в холодном состоянии трубу отжигают, т. е. нагревают до температуры 600—700 °С (вишневого каления) и охлаждают на воздухе или в воде. В остальном гибка медных и латунных труб аналогична гибке дюралюминиевых труб. Гибка уголков Гибку уголков из дюралюминия проводят в горячем состоянии. Предварительно изгибаемую полку уголка нагревают до температуры отжига, затем уголок нагретой полкой помещают на деревянную подкладку и ударами наводильника наносят на место изгиба предварительные гофры, чтобы при изгибе его поверхность равномерно гофрировалась. Подготовленный таким образом уголок крепят струбциной к специальному приспособлению из толстой фанеры. Приспособление зажимают в тисках и изгибаемый участок уголка нагревают паяльной лампой до температуры отжига. Затем легко и равномерно сгибают уголок левой рукой, прижимая его к приспособлению. Если уголок гнется слишком легко, нагрев прекращают. При изгибании правильно нагретого уголка рука должна чувствовать некоторое сопротивление. После того, как уголок будет загнут на нужный угол, следует выправить поверхность полки. Для этого, поддерживая приспособление снизу какой-нибудь массивной металлической болванкой, равномерными ударами деревянного молотка проводят посадку образовавшихся гофров. Если радиус изгиба уголка увеличивается, обстукивают уголок на приспособлении деревянным молотком и снова проводят посадку гофров. Окончательную правку поверхности полки выполняют легкими равномерными ударами гладильника, стремясь закончить ее до остывания уголка. Удары наносят по середине полки. Если ударять по кромкам, то уголок будет изгибаться. Реклама:Читать далее:Зиговка материалаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|