|
|
Категория:
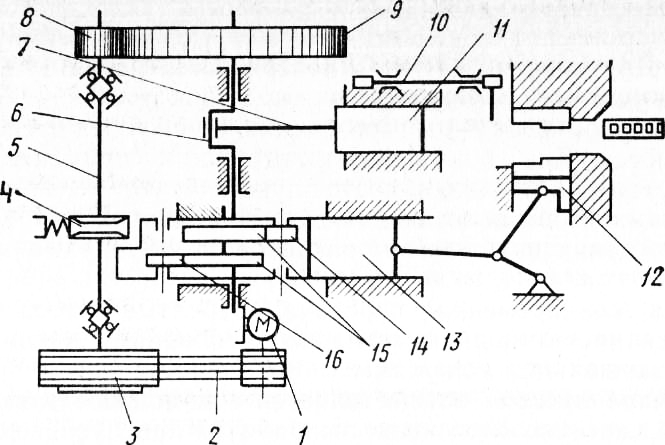
Кузнечные работы Кривошипные горизонтальные машины (их обычно называют ГКМ) представляют собой агрегаты, предназначенные, в основном, для выполнения следующих технологических операций: высадка — образование утолщения на конце заготовки; прошивка — образование несквозной полости в поковке; просечка — получение сквозного отверстия в поковке; отрезка — отделение части заготовки; гибка — придание заготовке определенной кривизны; выдавливание — получение изделия в форме стакана. Эти операции могут осуществляться и на других кузнечно-прес-совых машинах, однако горизонтально-ковочные прессы обеспечивают существенно более высокую производительность и повышенное качество изделий. Горизонтально-ковочные прессы начали выпускаться со второй половины прошлого столетия. Вначале они использовались только для изготовления болтов и заклепок. В современном кузнечно-штамповочном производстве они широко применяются для изготовления самых разнообразных изделий из черных и цветных металлов. Широкое распространение горизонтально-ковочных прессов объясняется следующими их достоинствами: Основные технологические операции осуществляются на горизонтально-ковочных прессах с помощью кривошипного механизма, а вспомогательные движения — подача материала, зажим его и т. д. — с помощью механизмов рычажно-кулачкового типа. Штамповка на горизонтально-ковочных прессах производится в разъемных матрицах. Так же как и другие кривошипные машины, они характеризуются предельным давлением, развиваемым пуансоном. В Советском Союзе и за рубежом горизонтально-ковочные прессы строятся на усилия от 500 до 31 500 кН (от 50 до 3150 тс). Типичная кинематическая схема горизонтально-ковочного пресса показана на рис. 1. От электродвигателя движение передается клиноременной передачей маховику, установленному на приводном валу. В маховик встроена фрикционная пневматическая дисковая муфта. На другом конце приводного вала установлено малое зубчатое колесо зубчатой передачи. Большое зубчатое колесо жестко посажено на коленчатый вал. От него шатуном движение передается главному, высадочному ползуну, совершающему возвратно-поступательное движение.
Рис. 1. Кинематическая схема горизонтально-ковочного пресса: На коленчатый вал жестко посажены два эксцентрика. Они управляют движением роликов, установленных на боковом ползуне. Двигаясь, он через систему рычагов приводит в движение зажимной ползун, несущий одну из матриц механизма зажима заготовки. Профиль эксцентриков выбирается таким образом, чтобы зажимные матрицы смыкались до того, как высадочный ползун коснется поковки, а разжимались лишь после окончания хода и начала движения высадочного ползуна назад. На приводном валу пресса установлен ленточный пневматический тормоз, предназначенный для остановки коленчатого вала после окончания рабочего цикла. Для подачи заготовки на нужную длину служит ограничитель подачи (передний упор), положение которого может меняться в зависимости от требований технологии. Во время подачи заготовки передний упор находится между высадочным ползуном и матрицами механизма зажима заготовки. В начале рабочего хода он автоматически отводится в сторону, а после его окончания снова устанавливается между ползуном и матрицами. Тяжелые горизонтально-ковочные прессы оборудуются специальными гидропневматическими столами, облегчающими подачу заготовки. Для смазки трущихся поверхностей используется автоматическая система густой смазки. Во время работы штампы горизонтально-ковочных прессов сильно нагреваются. Для повышения их стойкости применяют специальную систему охлаждения, состоящую из труб, расположенных под штампами и обеспечивающих душевое распыление воды. Система охлаждения включается оператором вручную с помощью крана. Маховик, клиноременная передача, зубчатые колеса и другие движущиеся части машины согласно требованиям техники безопасности закрываются кожухами. Управление прессом осуществляется с помощью электропневматической системы. Включение на рабочий ход производится нажатием ноги на педаль управления. При этом электромагниты открывают клапаны пневматической системы и сжатый воздух подается сначала в цилиндр ленточного тормоза (машина растормаживается), а затем в цилиндр муфты, включая ее. При работе на режиме одиночного хода коленчатый вал, заканчивая рабочий ход и приближаясь к крайнему заднему положению, нажимает на конечные выключатели, управляющие клапанами пневматической системы. Клапаны срабатывают и выпускают воздух сначала из цилиндра муфты, выключая ее, а затем из цилиндра тормоза, останавливающего машину в крайнем заднем положении. При этом машина останавливается независимо от того, нажата педаль или нет. Для пуска ее необходимо отпустить педаль управления и снова нажать ее. Система управления также обеспечивает работу пресса на автоматических (непрерывных) ходах до снятия ноги с педали и в режиме наладочного хода (медленное движение механизмов). Для переключения режима работы необходимо перевести универсальный переключатель в соответствующее положение. При этом одиночные и непрерывные ходы осуществляются с помощью главного двигателя, а наладочный ход—от дополнительного электродвигателя малой мощности через особую систему привода. Реклама:Читать далее:Основные механизмы кривошипных прессовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|