|
|
Категория:
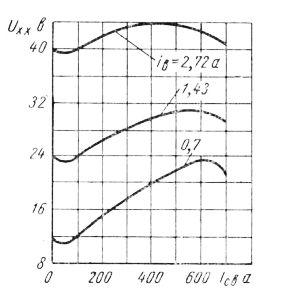
Алюминиевые сплавы Далее: Клепка конструкций Источниками питания для сварки плавящимся электродом в среде защитных газов, в частности в аргоне и гелии, являются сварочные преобразователи (электрические машины постоянного тока). Они отличаются от применяемых машин для сварки под флюсом и сварки электродами с покрытием. Это отличие заключается в жесткой или возрастающей вольт-амперной характеристике вместо «падающей», как у машин ПСО-500, ПС-500, ПС-300, ПСМ-100 и др. Жесткая и даже возрастающая вольт-амперная характеристика необходима для получения стабильного процесса сварки, особенно при использовании сварочной проволоки диаметром 2 мм и менее. Нестабильность процесса сварки происходит при малейшей задержке подачи проволоки в дугу, что затрудняет ведение процесса и ухудшает качество сварки. При больших диаметрах сварочной проволоки характеристика преобразователей сказывается меньше на работе. Поэтому и необходимо производить сварку с проволокой диаметром до 4 мм на машинах с жесткой или возрастающей вольт-амперной характеристикой (ПСГ-500), а с проволокой диаметром 4 мм и более — на обычных стандартных генераторах с круто падающей характеристикой. Сварочные преобразователи типа ПСГ-300 и ПГС-500 с жесткой характеристикой, предназначенные для сварки плавящимся электродом в среде защитных газов, выпускаются заводом «Электрик» и др. На рис. 1 показаны внешние характеристики преобразователя ПСГ-500-1, снятые при различных токах возбуждения. Преобразователь ПСГ-500 состоит из сварочного генератора постоянного тока и приводного асинхронного трехфазного двигателя с короткозамкнутым ротором, выполненных в одном корпусе. Сварочный генератор является четырехполюсным генератором постоянного тока с независимым возбуждением и последовательной подмагничивающей обмоткой. Генератор позволяет плавно регулировать сварочный ток от 60 до 500 а, а напряжение — в пределах 16—40 в. Мощность генератора 20 кет. При отсутствии специализированного генератора ПСГ-500 жесткая внешняя характеристика может быть получена незначительной переделкой преобразователя ПС-500. Для этого в цепь обмотки возбуждения преобразователя необходимо включить дополнительный реостат с сопротивлением 4—5 ом, что снижает напряжение холостого хода с 60—80 до 15—25 в. Затем необходимо зашунтировать последовательную обмотку возбуждения сварочным кабелем сечением 95—100 мм2. Желательно в цепь шунтирующего кабеля включить рубильник. Для ручной, полуавтоматической и автоматической сварки неплавящимся электродом в среде инертных газов применяется источник питания конструкции НИАТ марки ИПК-350. Зажигание дуги здесь облегчается за счет осциллятора, а горение — за счет электронного стабилизатора. Сварочный ток удобно и плавно регулируется в пределах 80—350 а. Напряжение холостого хода составляет 60 в.
Рис. 1. Внешние (вольт-амперные) характеристики преобразователя ПГС-500-1 (при различных токах возбуждения) Источниками питания для сварки неплавящимся электродом в среде защитных газов служат селеновые выпрямители ВСС-300-3 и ВСС-120-4 завода «Электрик». Эти выпрямители просты в эксплуатации и достаточно надежны; они обеспечивают падающую внешнюю характеристику, регулируемую путем изменения расстояния между первичной и вторичной обмотками. Выпрямители обеспечивают номинальный сварочный ток при ПВ = 65% 120 а (ВСС-120-4) и 300 а (ВСС-300-3). Напряжение холостого хода составляет 58—65 в. Реклама:Читать далее:Клепка конструкцийСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|