|
|
Категория:
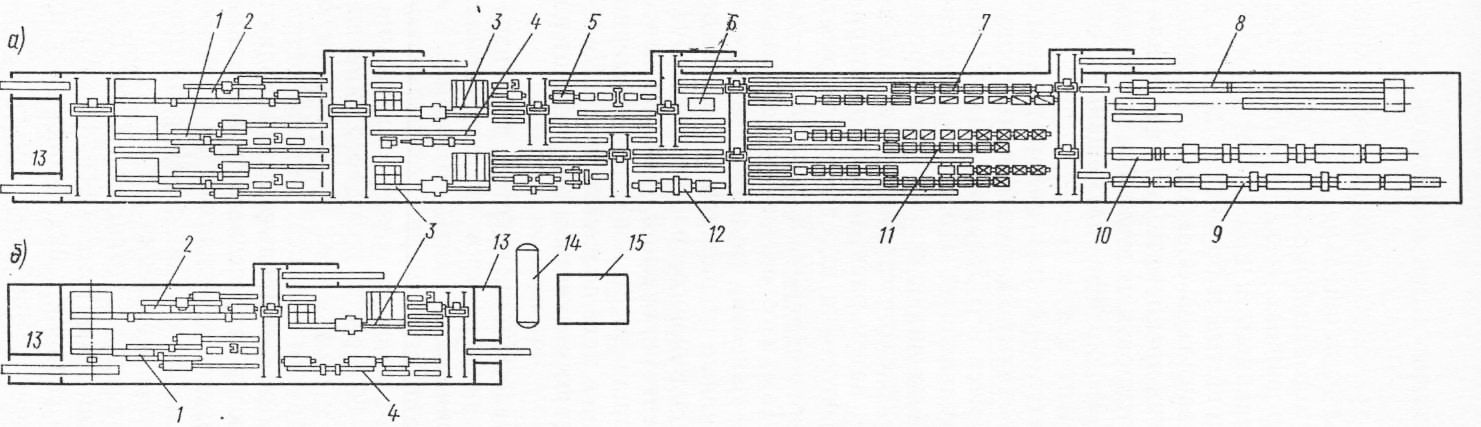
Производство конструкций из дерева Сборные малоэтажные деревянные дома изготовляют по типовым проектам из панелей малых и средних размеров (до 2,8X1,3) и дощато-брусчатых конструкций (стропила, рамы и др.). Кроме того, проектируют и изготовляют дома из укрупненных панелей: на комнату (длина 3,6…4,5 м), на стену (длина 9. ..12 м). Осваивается производство домов целыми блоками (блок-комната, блок-квартира). Применение малых панелей имеет ряд преимуществ: они требуют меньше производственной площади, изготовляются на более компактном оборудовании, монтируются менее грузоподъемными механизмами. Кроме того, проще транспотирование конструкций от завода-изготовителя на строительную площадку. Конструкции мелкопанельных домов изготовляют на предприятиях, включающих два специализированных цеха. Основной цех выпускает панели стен, перекрытий, цоколя, детали и заготовки к ним, вспомогательный — дощатые и брусчатые детали, в том числе нестроганые, требующие защитной обработки. Оконные и дверные блоки поставляются с других предприятий или изготовляются в дополнительном цехе. Антисептирование деталей и заготовок производится в автоклаве и сушильной камере, размещенных отдельно от основного и вспомогательного цехов. Технологический процесс начинается с раскроя пиломатериалов на заготовки и детали. Специфицированные пиломатериалы торцуют в размер с вырезкой дефектных мест и сортируют. Пакеты нестроганых деталей, не требующих дальнейшей обработки, отправляют на сжлад, а пакеты заготовок — на линию продольного фрезерования и на линию изготовления элементов стропил. Неспецифи-цированные пиломатериалы торцуют, затем раскраивают по ширине на многопильном станке. Далее заготовки и детали сортируют, детали отправляют на склад готовой продукции, а заготовки — на линию продольного фрезерования. Там изготовляют погонажные детали, стойки и обвязки каркасов панелей, вкладыши и ригели рам. Короткомерные отрезки, полученные от раскроя, укладывают в пакеты и направляют на линию продольного сращивания зубчатым шипом. Для этого служит полуавтоматическая линия производительностью 5 м/мин, обеспечивающая восстановление примерно 10% объема всего перерабатываемого в цехе пиломатериала. Цельные и срощенные заготовки укладывают в пакеты и отправляют на линии сборки панелей. Перегородки с обшивками из древесно-волокнистых плит изготовляют на двух технологических линиях: раскроя и склеивания. Используют твердые древесно-волокнистые плиты толщиной 4 и 8 мм, которые раскраивают по заданным размерам на форматно-обрезном станке. Далее их транспортируют на линию склеивания, состоящую из клеевых вальцов KB-14, пресса холодного склеивания, постов формирования пакетов и рольгангов. На намазанную клеем сторону плиты укладывают бруски каркаса, реечное заполнение и вторую плиту, покрытую клеем. Собранные пакеты подают в пресс, сдавливают, затем фиксируют в запрессованном состоянии струбцинами, освобождают из-под пресса и оставляют на рольгангах для технологической выдержки на 24 ч. Для склеивания применяют карбамидный клей холодного отверждения. Обшивку для панелей стен изготовляют толщиной 8 мм. Для этого склеивают две плиты толщиной 4 мм. Клей (фенольный или карбамидный) наносят на сетчатую сторону плит, складывают их попарно, комплектуют в пакеты и подают в пресс горячего (140… 150 °С) склеивания.
Рис. 1. Технологическая схема производства мелкопанельных сборных деревянных домов:
а —основной цех; б — вспомогательный цех; 1, 2 — линии раскроя специфицированных и неспецифицированных пиломатериалов; 3 — линия продольного фрезерования; 4 — линия сращивания по длине; 5 — линия склеивания древесно-волокнистых плит и панелей перегородок; 6 —линия обработки панелей по периметру; 7— конвейер для сборки панелей цокольного и чердачного перекрытия; 8 — линия изготовления элементов стропил; 9 — линия отделки панелей чердачного перекрытия; 10 — линия отделки стеновых панелей; 11 — конвейер для сборки стеновых панелей; 12 — линия раскроя плитных материалов; 13 — бытовые помещения; 14 — автоклав; 15 — сушилка
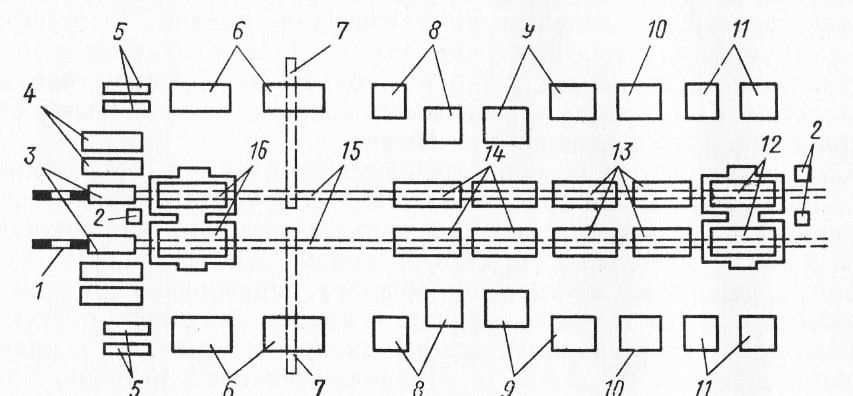
Рис. 2. Технологическая схема линии склеивания панелей деревянных домов:
1 — кондуктор для сборки каркасов; 2 — кантователь; 3 — сборочный конвейер; 4 — цепной транспортер; 5 — подъемный стол; 6 — однопро-светный гидравлический пресс; 7 — станок для обработки панелей по периметру; 8 — напольный транспортер
Стропила, подстропильные рамы и фермы изготовляют на линии, состоящей из подъемника, станков для пиления древесины под углом, поперечного транспортера, сортировочного устройства и установки для соединения элементов стропил металлическими зубчатыми пластинами. Давление, развиваемое в прессе для вдавливания зубчатых пластин, — 7.. .8 МПа. Готовые изделия снимают и транспортируют из цеха тельфером грузоподъемностью до 1 т. Панели цокольного и чердачного перекрытий, панели стен с оконными и дверными блоками изготовляют на трех линиях. Каждая из них имеет кондуктор для сборки каркаса, кантователь, накопитель панелей и напольные рольганги для подачи заготовок к рабочим местам. При сборке каркаса, крепления обшивок и утеплителя используют гвозди и скобы, забиваемые ручным пневмо-пистолетом. Кондукторы обеспечивают сохранение правильной геометрической формы изделий при сборке. Существует другой способ склеивания панелей — в горячих прессах. Линии склеивания также оборудованы кондукторами, кантователями и др. На ребра каркаса валиками или распылением наносят фенольный клей с расходом 300.. .350 г/и2. Затем гвоздями фиксируют внутреннюю обшивку, переворачивают панель, укладывают паро- и теплоизоляцию и крепят наружную обшивку. Панель прессуют в гидравлическом однопросветном прессе, развивающем давление 0,7…1,0 МПа. Продолжительность выдержки панели в прессе до 25 мин. Линия, оборудованная двумя такими прессами, выпускает детали для строительства домов полезной площадью 150 тыс. м2 в год. На линиях отделки деталей сборных домов шпатлюют дефектные места панелей и головки гвоздей. После сушки в камерах и зачистки шпатлеванных мест наносится грунтовочный слой и панели сушатся вторично. Далее наносят второй слой шпатлевки и вновь сушат панели. Для грунтовки и покраски используют водоэмульсионные составы, наносимые методом распыления. На линии отделки панелей чердачного перекрытия выполняют те же операции, но грунтовочный слой наносят вальцами. Отделка погонажных деталей и веранды заключается в окрашивании методом струйного облива 2 раза с предварительным шпатлеванием поверхности. Среди деревянных малоэтажных домов индустриального изготовления значительную часть (около 10%) составляют дома контейнерного типа. Их конструкция бывает панельной и каркасной. Как правило, основу контейнера составляет стальная опорная рама. Панели стен и перекрытий размером на весь блок изготовляют на Деревянном каркасе с обшивками из фанеры, древесно-стружечных плит и древесно-волокнистых. Обшивки крепят к каркасу гвоздями, скобами или приклеивают. Панели собирают в объемный блок с помощью кран-балок и крепят к основе. Наружные поверхности стен защищают листовым металлом или шпунтованными досками. Утеплителем панелей служат минераловатные плиты, заливочные фенольные пенопласты или изоляционные древесно-стружечные плиты. Сборка домов контейнерного типа производится в специализированных цехах по конвейерной технологии на нескольких линиях. Наружные панели стен, внутренние продольные стены и щиты пола контейнерных домов собираются в кондукторах на двух линиях. Там же идет сборка щитовых перегородок и чердачных перекрытий. Сборка самих объемных блоков из панелей и щитов производится на участках третьей линии. Блок-контейнеры собирают на
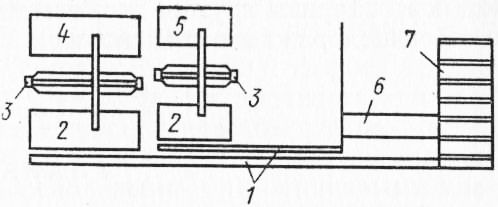
Рис. 3. Технологическая схема линий сборки объемно-блочных домов контейнерного типа:
1 — узкоколейный путь; 2— лебедки; 3 — тележки для подачи металлических каркасов; 4 — кассеты для каркасов; 5 —стеллажи; 6 — кондукторы для сборки панелей наружных стен; 7— мостовой кран; 8 — кондукторы для сборки внутренних продольных стен; 9 — то же, для сборки щитов пола; 10, 11 — ваймы для перегородок и для щитов кровли; 12 — пост кровельных работ; 13 — пост монтажа электротехнического и санитарно-технического оборудования; 14 — пост установки столярных изделий и встроенной мебели; 15 — неприводные рольганги; 16 — посты сборки объемных блоков
транспортных тележках с установленными на них опорными стальными рамами. К ним крепят торцовые и боковые стены, затем через проем сверху устанавливают панели пола и потолка. Сборка ведет ся на болтах с применением гайковертов. Собранный блок на те лежке перемещают на участок отделки, где фасады и полы, окра шивают, и сушат в камере. При сборке устанавливают столярные изделия и встроенную мебель, монтируют электротехническое и са нитарно-техническое оборудование, выполняют кровельные работы Крупнопанельные сборные деревянные дома изготовляют на вы сокомеханизированных предприятиях по поточной технологии. Ос новные участки производства — подготовки пиломатериалов (вклю чая антисептирование), изготовления стропил, панелей и перекры тий, перегородок, сборки панелей, сборки объемных блоков, отдел ки — укомплектованы высокопроизводительным оборудованием,— скомпонованным в линии. На первой из них — подготовительной — 172 пиломатериалы фрезеруют, прирезают, антисептируют и пакетируют На линии изготовления стропил заготовки торцуют в размер, сверлят в них отверстия, обрезают под углом, антисептируют и пакетируют. Линия панелей стен и перегородок оборудована кондукторами, в которых собирается каркас на гвоздях при помощи пневмоинструмента, крепится обшивка, затем, после переворачивания панели, устанавливаются оконные и дверные коробки, укладывается утеплитель, монтируется электротехническое оборудование, крепится вторая обшивка. Далее панель подвешивается на конвейере и поступает на отделку (навеска оконных створок, дверных полотен, крепление наличников).
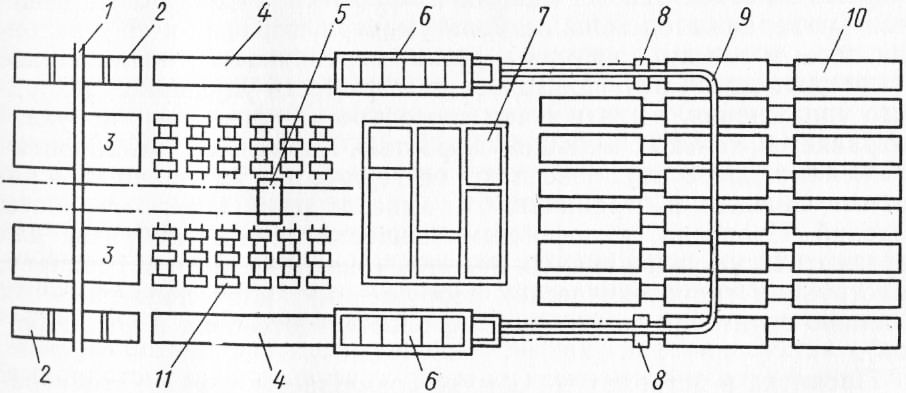
Рис. 4. Технологическая схема линии изготовления панелей стен и перегородок крупнопанельных сборных домов:
1 — подвесные конвейеры; 2 — опрокидывающие столы; 3 — кантователи; 4 — кондуктор сборки панелей стен; 5 — кондухтор соорки перегородок; 6 — транспортер; 7 — посты доводки
Панели покрытий изготовляют на двух линиях, оборудованных однопросвет-ными прессами горячего склеивания. Готовые панели и детали транспортерами подаются на сборку объемных блоков. Посты сборки оборудованы подъемными столами и мостовым краном.
Рис. 5. Технологическая схема линии сборки панелей перекрытий крупнопанельных сборных домов:
1 — мостовой кран; 2— сборочные столы; 3 — пакеты деталей каркаса; 4 — загрузочный транспортер; 5 —траверсная тележка; 6 — горячий пресс; 7 — помещение для приготовления клея; S —приемная тележка; 9 — тельферный путь; 10 — промежуточные рольганги; 11 — пакеты обшивок
Стыки между панелями герметизируют пенополиуретановыми прокладками. Снаружи блоки отделывают алюминиевыми профилированными листами с пластмассовым покрытием. Новым направлением в технологии сборного деревянного домостроения является производство складывающихся в транспортабельные блок-пакеты несущих и ограждающих панельных конструкций, из которых собираются бескаркасные сборно-разборные здания. Набор блок-пакетов нескольких типов позволяет сооружать здания различного назначения. Размеры блок-пакетов проектируют под габариты грузов, допускаемых к перевозке автомобильным и железнодорожным транспортом. Реклама:Читать далее:Защита конструкций от увлажненияСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|