|
|
Категория:
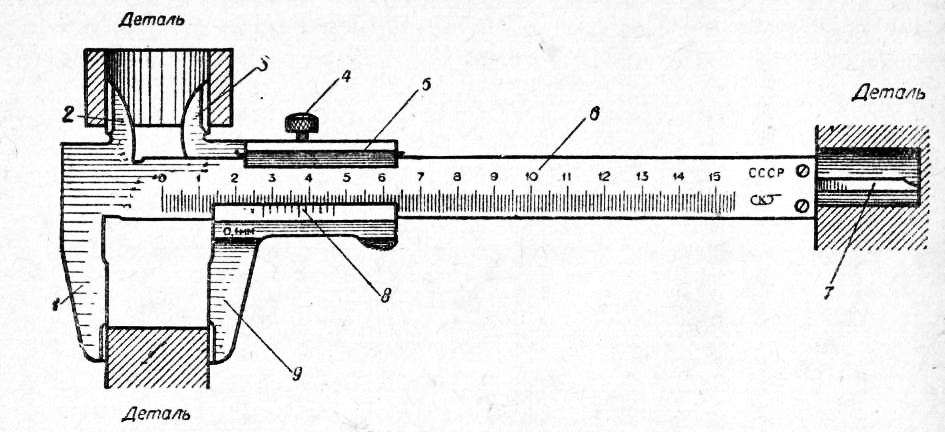
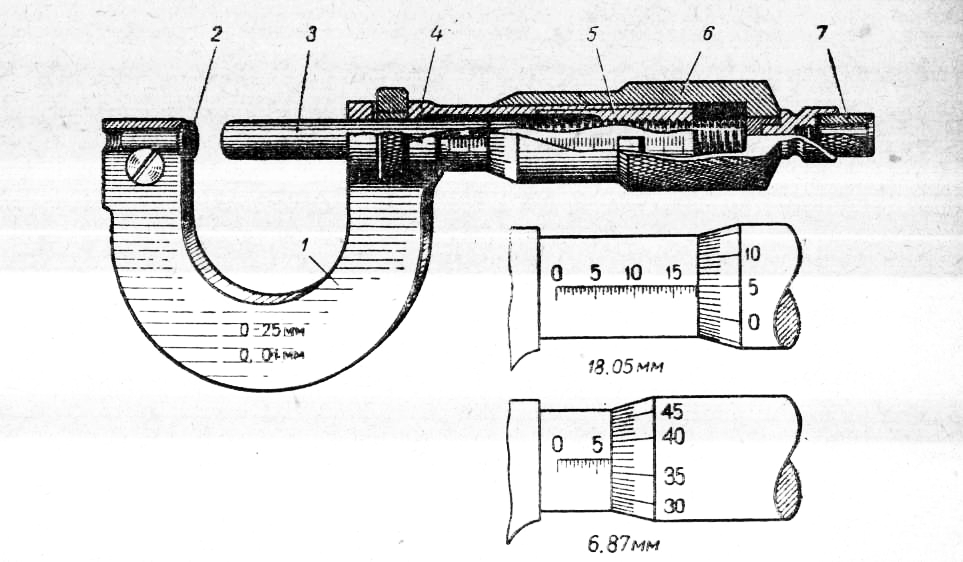
Машиноведение Изготовление взаимозаменяемых деталей с требуемой точностью возможно при наличии точных измерительных инструментов. Измерительные инструменты делятся на многомерные (универсальные), с помощью которых определяют различные размеры детали (линейка, штангенциркуль, микрометр), и одномерные, т. е. измеряющие определенные размеры деталей (скобы, калибры, шаблоны). Контрольно-измерительные операции сводятся к измерению длин (наружные и внутренние диаметры, расстояния между различными точками и поверхностями) и углов. Для измерения длин служат линейки, рулетки, штангенциркули, глубиномеры, микрометры, щупы, измерительные плитки и индикаторы. При измерении углов пользуются угольниками, угломерами, инструментальными микроскопами. Линейки применяются для грубых измерений длины. Они изготовляются из стальной ленты, имеют обычно миллиметровые деления (иногда до 0,5 мм) и при условии правильного пользования позволяют производить измерения с точностью до 0,5 мм. Для измерения больших длин применяют складные метры и рулетки. Штангенциркули дают значительно большую точность измерений (0,1—0,02 мм). Они широко применяются в машиностроении для измерения наружных и внутренних размеров деталей, а также глубины отверстий. Штангенциркуль состоит из штанги с основной шкалой, имеющей миллиметровое деление, и губки (1 и 2). По штанге может передвигаться рамка с губками (3 и 9) и глубиномером. Винт служит для закрепления рамки на штанге. Отсчет размеров производится по миллиметровой линейке на штанге и шкале на рамке, называемой нониусом. Целое число миллиметров отсчитывается на основной шкале (миллиметровая линейка) до нулевого деления нониуса, доли миллиметра — на нониусе. На рисунке 1 показан штангенциркуль, измеряющий с точностью до 0,1 мм. Нониус штангенциркуля устроен следующим образом: десять делений шкалы нониуса имеют длину 19 мм, отсюда каждое деление нониуса меньше миллиметрового деления штанги на 0,1 мм. Если длина измеряемой детали равна целому числу миллиметров, то нулевое деление нониуса точно совпадает с соответствующим этой длине миллиметровым делением на штанге. Если же длина детали несколько более целого числа миллиметров, то нулевое деление нониуса не совпадет с миллиметровым делением на штанге. Таким образом, при измерении предмета количество целых миллиметров указывается нулевым делением нониуса, а деление нониуса, совпадающее с одним из делений на штанге, определяет количество десятых долей. На рисунке 176 приведен пример Микрометры дают еще более высокую точность измерений (до 0,01 мм). Микрометр состоит из скобы, во втулке которой вращается однозаходный микрометрический винт. Этот винт соединен с гайкой, имеющей шаг резьбы 0,5 мм, поэтому за один оборот он перемещается на 0,5 мм. На боковой поверхности втулки нанесены деления через 0,5 мм каждое. Окружность гильзы, соединенной с винтом, разделена на 50 равных частей, поэтому поворот ее на одно деление перемещает винт на 0,01 мм. Измеряемая деталь помещается между пяткой и винтом и вращением трещотки отсчета размера 27,7 мм: нулевое деление нониуса показывает 27 мм, а с делением на штанге совпадает седьмое деление нониуса. Следовательно, размер, полученный на штангенциркуле, равен 27,7 мм.
Рис. 1. Штангенциркуль.
Рис. 2. Микрометр:
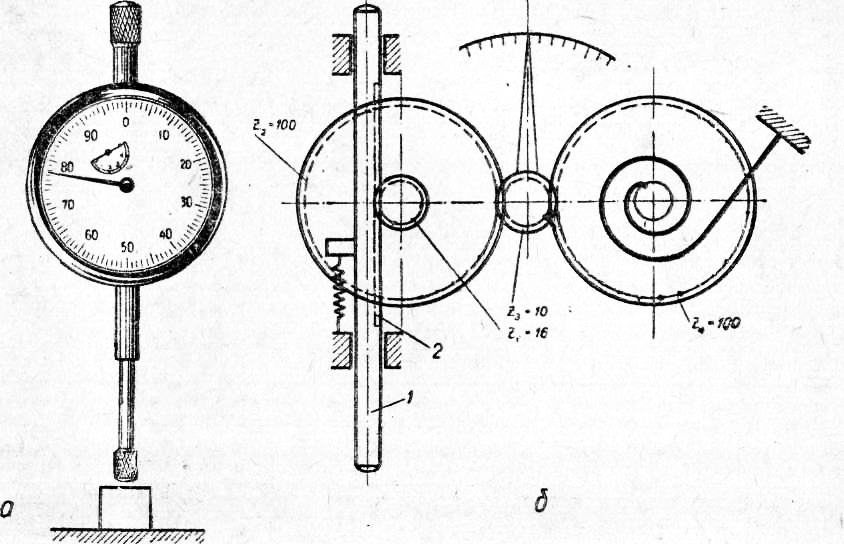
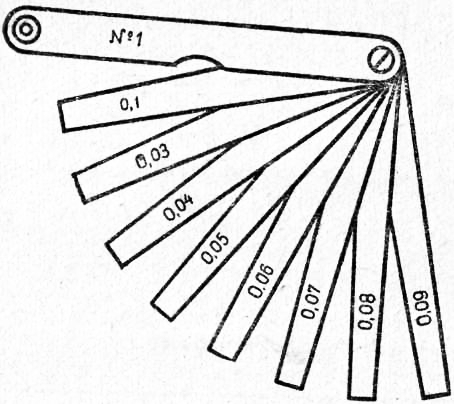
Рис. 3. Индикатор. Микрометры изготовляются для измерения деталей длиной от 0 до 25 мм, от 25 до 50 мм и так далее до 1000 мм. Индикаторы служат для проверки „биения” (эксцентричности) деталей, параллельности поверхностей и отклонений от заданных размеров. Устройство их и работа показаны на рисунке 178, где представлены общий вид (а) и кинематическая схема (б) индикатора, дающего точность отсчета 0,01 мм. Главной частью индикатора является измерительный стержень с зубчатой рейкой. При движении измерительного стержня начинают вращаться укрепленные на оси зубчатые колеса Zx и Z2. Колесо Z3 приводит во вращение стрелку индикатора, укрепленную на нем. Спиральная пружина и зубчатое колесо Z4 возвращают измерительный стержень в первоначальное положение. Передаточные числа зубчатых колес подобраны так, что при перемещении стержня на 0,1 мм стрелка индикатора передвигается на одно деление. Более точные индикаторы измеряют с точностью до 0,002 и 0,001 мм. Малые промежутки (зазоры) между поверхностями собранных деталей измеряются щупами. Щупы представляют собой наборы плоскопараллельных стальных пластинок из 8—16 штук различной толщины (от 0,03 до 1 мм). Такими щупами измеряют зазоры между клапанами и толкателями в автомобильных и авиационных двигателях и т. п. На рисунке 179 изображен щуп № 1 с пластинкам:! от0,03 до 0,1 мм толщиной. При измерении пластинка должна проходить в зазор между деталями с легким трением. Для проверки размеров большого количества одинаковых деталей универсальные измерительные инструменты уже неудобны, так как на их установку и отсчет размеров уходит слишком много времени. В этих случаях применяют специальные измерительные инструменты калибры.
Рис. 4. Щуп.
Рис. 5. Пробка. Для контроля размеров цилиндрических отверстий служат предельные калибры — пробки. Одна сторона калибра имеет наименьший допустимый размер и обозначается буквами „Пр.”, т. е. „проходной”. Под действием силы собственного веса она должна проходить в отверстие. Вторая сторона имеет наибольший допустимый размер и обозначена буквами „Не.”, т. е. „пепроходной”. Если в отверстие контролируемой детали проходит „проходная” сторона калибра и не проходит „пепроходная”, то это значит, что отклонения размеров отверстия от номинального находятся в пределах допуска.
Рис. 6. Скоба. Для измерения диаметров валов применяют калибры — скобы. Для удобства их делают часто односторонними. В этом случае при контроле необходимо только один раз одеть скобу на вал, чтобы убедиться, годен он или нет. Против „проходной” и „непроходной” частей также проставлены обозначения „Пр.” и „Не.”. Для контроля размеров резьбовых изделий применяются резьбовые калибры для внутренней резьбы в гайках и резьбовые кольца для наружной резьбы на винтах.
Рис. 7. Молоток с квадратным бойком.
Рис. 8. Циркуль разметочный. Реклама:Читать далее:Контрольные вопросы по машиноведениюСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|