|
|
Категория:
Машиноведение Далее: Измерительные инструменты Невозможно изготовить деталь абсолютно точно, по размерам, указанным на чертеже. Она всегда будет немного меньше или больше этих размеров. Например, при изготовлении двух валов диаметром 16,0 мм получили диаметр первого вала 16,05, а второго 15,95 мм. Эти фактические размеры детали называются действительными. Сборка изделий из-за отклонений в размерах бывает затруднительной, и детали приходится подгонять друг к другу, т. е. обрабатывать дополнительно. Чтобы избежать этого, в современном машиностроении и приборостроении существует система взаимозаменяемости. Благодаря этой системе любая деталь, изготовленная для сборки узла или изделия, устанавливается на место без дополнительной обработки и подгонки. Взаимозаменяемость деталей упрощает изготовление новых и ремонт износившихся машин, позволяет удешевить производственные процессы, поэтому она имеет огромное значение для народного хозяйства. Для взаимозаменяемости требуется, чтобы детали, особенно сопрягаемые размеры, от которых зависит соединение деталей, были изготовлены с определенной степенью точности. Для сопрягаемых размеров деталей устанавливаются границы, между которыми должны находиться действительные размеры. Разность между наибольшим (Дй) и наименьшим (Дм) допустимыми размерами детали называется допуском, а сами размеры — предельными. На рисунке 174 показаны допуск первого вала (S, допуск отверстия (S0) и допуск второго вала (S2). Наоборот, если наименьший допустимый диаметр второго вала больше наибольшего допустимого диаметра отверстия (Дв), то он может войти в отверстие только под давлением, и посадка будет неподвижной. Она называется натягом. Разность Н мин. — d’M—Об называется наименьшим натягом. Разность Н макс. — dg—DM — наибольшим натягом. Допуски и посадки подразделяются на систему отверстия и систему вала, а также по величине допусков — на классы точности, по величине зазоров и натягов — на ряд посадок. В системе отверстия постоянными остаются размеры отверстия, а различные посадки осуществляются за счет изменения размеров валов. В системе вала постоянными остаются размеры вала, а размеры огверстий изменяются. По ГОСТу установлено 10 классов точности: 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9. Шестой класс пока не установлен. Наивысшим по точности является 1-й класс: допуски в нем выражаются в нескольких микронах. Он применяется только в точном приборостроении для наиболее ответственных сопряжений, так как выдержать такие допуски трудно и обработка деталей по этому классу точности очень дорога. Рис. 174. Схема допусков. Наибольшее распространение в станкостроении и машиностроении получил 2-й класс точности, применяемый для ответственных сопряжений. В сельскохозяйственном машиностроении и вагоностроении, где не требуется высокой точности, применяют За, 4 и 5-й классы. Наименее точные классы 7, 8 и 9-й применяют при установлении допусков на поковки и отливки. Величина зазоров и натягов определяет вид посадки. Количество их различно в каждом классе точности. Например, во втором классе точности системы отверстия 12 посадок. Посадки разделяются на подвижные и неподвижные и обозначаются по ГОСТу буквами: На чертежах допуски и посадки имеют свои обозначения по ГОСТу. На рисунке 175 приведены некоторые примеры этих обозначений в системе отверстия и в системе вала.
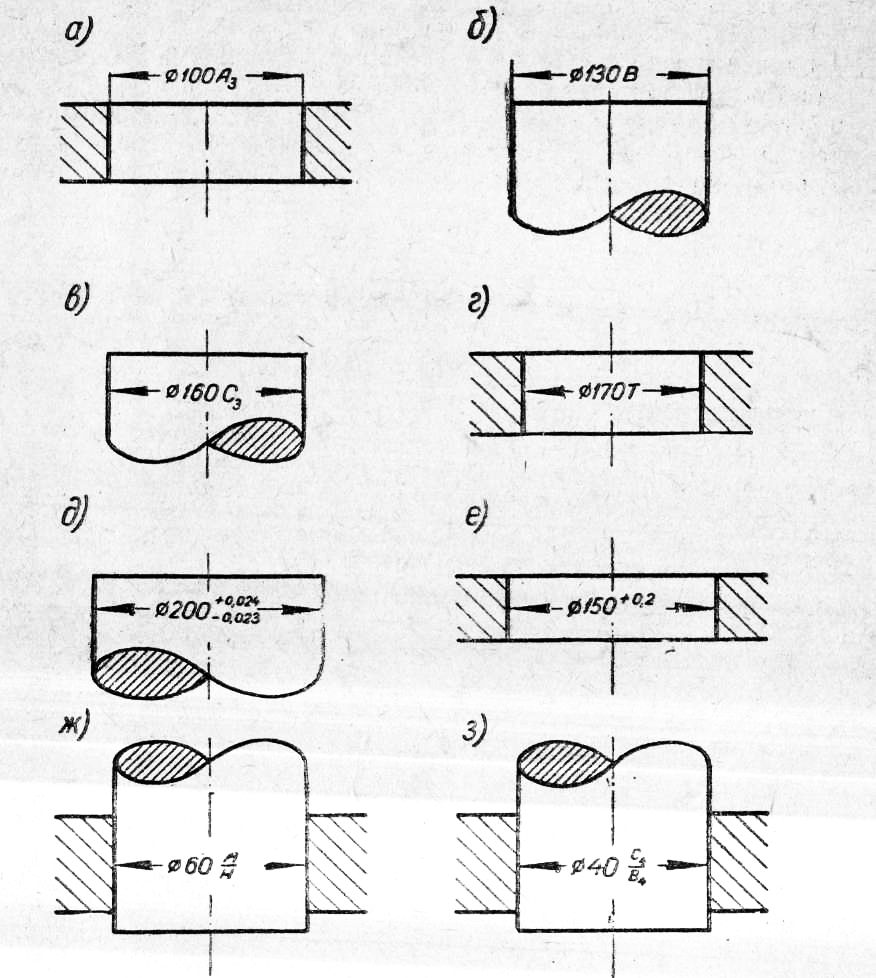
Рис. 1. Обозначение допусков и посадок на чертежах. Отверстие в системе отверстия обозначается буквой А с индексом, указывающим класс точности. На рисунке 1, а указано, что необходимо сделать отверстие номинальным диаметром 100 мм потретьму классу точности (А3). В таблице «отклонений основных отверстий» по ГОСТу можно найти допустимое отклонение для диаметра отверстия от 80 до 120 мм. Оказывается, оно равно 0,070 мм. Значит, отверстие может иметь наименьший допустимый размер 100,000 мм и наибольший 100,070 мм. Вал в системе вала обозначается буквой В с индексом, указывающим на класс точности. Индекс не ставится только при обозначении посадок 2-го класса точности, как наиболее часто встречающихся. Поэтому рисунок 1, б означает вал диаметром 130 мм, изготовленный по второму классу точности. Допуски вала в системе отверстия и отверстия в системе вала обозначаются буквами посадок. На рисунке 1, в приведено обозначение скользящей посадки третьего класса точности, а на рисунке 1, г обозначение тугой посадки 2-го класса. Чтобы не затруднять рабочего поисками допусков в таблицах, разрешается указывать их на чертежах. Если одно из отклонений равно нулю, то его не проставляют, В сборочных чертежах, где показываются сопряженные вал и отверстие, наверху пишут букву, относящуюся к отверстию, а внизу — к валу. Реклама:Читать далее:Измерительные инструментыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|