|
|
Категория:
Машиноведение Далее: Шлифовальные станки Строгальные станки делятся на продольные и поперечные. Продольно-строгальные станки предназначены для строгания заготовок больших размеров, например станин станков. Стол продольно-строгальных станков продольно перемещается вместе с заготовкой (движение резания), а резцы, закрепленные в суппорте, перемещаются поперечно (движение подачи). Основные части продольно-строгального станка: массивная чугунная станина с продольными направляющими, по которым движется стол, имеющий прорези (пазы) для закрепления заготовок. На вертикальных колоннах по направляющим поверхностям перемещается вниз или вверх поперечная траверса. На траверсе имеются направляющие для суппорта с резцедержателем. Перемещение стола производится электродвигателем с помощью ременной передачи, коробки скоростей и зубчатой рейки или посредством гидравлического привода. Для движения подачи служат специальные зубчатые и винтовые механизмы с приводом от общего или отдельного электродвигателя. Продольно-строгальные станки могут обрабатывать изделия длиной до 12 м одновременно с трех сторон (верхней и двух боковых). Поперечно-строгальные станки в отличие от продольных имеют небольшие размеры и предназначены для строгания корот-имеющим форму „ласточкина хвоста” (движение резания). Для приведения в движение ползуна служат коробка скоростей и кулисный механизм. Как уже указывалось, кулисный механизм позволяет изменять длину и скорость рабочего хода ползуна (резца) и быстро отводить ползун назад (холостой ход).
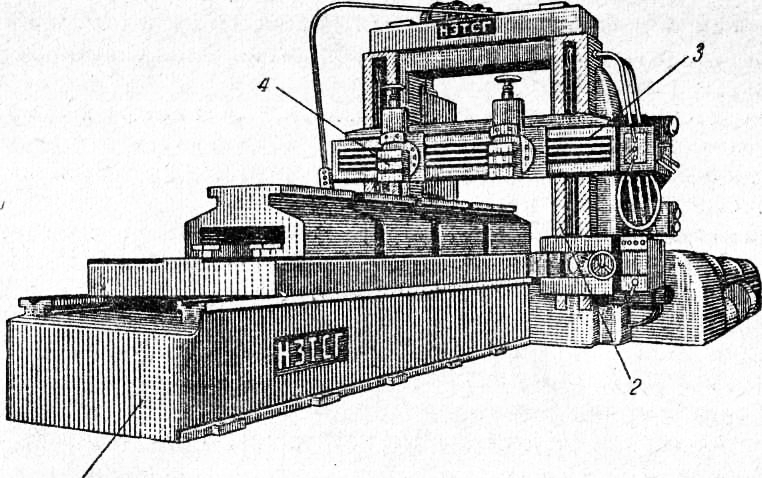
Рис. 1. Продольно-строгальный станок. С коробкой скоростей соединен механизм подачи стола. Подача производится посредством зубчатых колес и винтовых пар во время холостого хода ползуна. Нужно отметить, что, несмотря на достигаемую точность обработки, строгальные станки (особенно поперечно-строгальные) все больше вытесняются фрезерными, шлифовальными и другими станками, обработка на которых оказывается более выгодной, так как она происходит непрерывно, автоматизируется и дает высокую производительность. Разновидностью строгальных является долбежные станки, у которых ползун с резцом движется вертикально. — Строгальные станки предназначены для обработки плоскостей резцами. Крупные и средние детали обрабатывают на продольно-строгальных станках, а мелкие — на поперечно-строгальных. Продольно-строгальные станки характеризуются тем, что деталь закрепляется на столе станка и совершает вместе с ним прямолинейное (продольное) возвратно-поступательное движение. Поступательное движение является рабочим движением, возвратное — холостым. Резец укрепляют в резцовой головке суппорта станка, осуществляющей движение поперечной подачи.
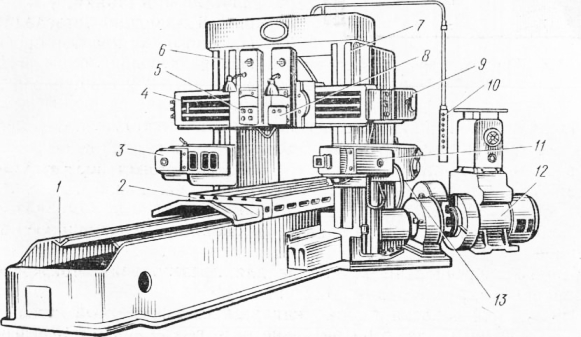
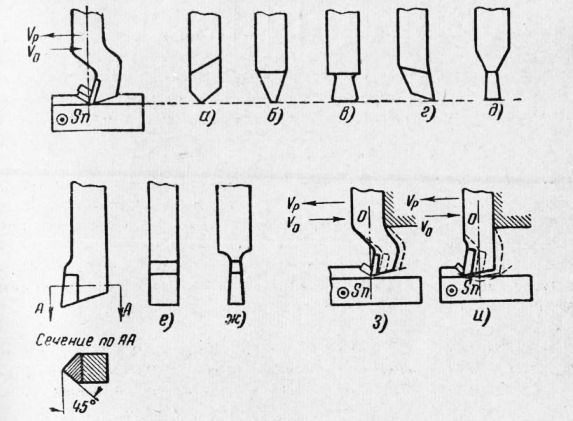
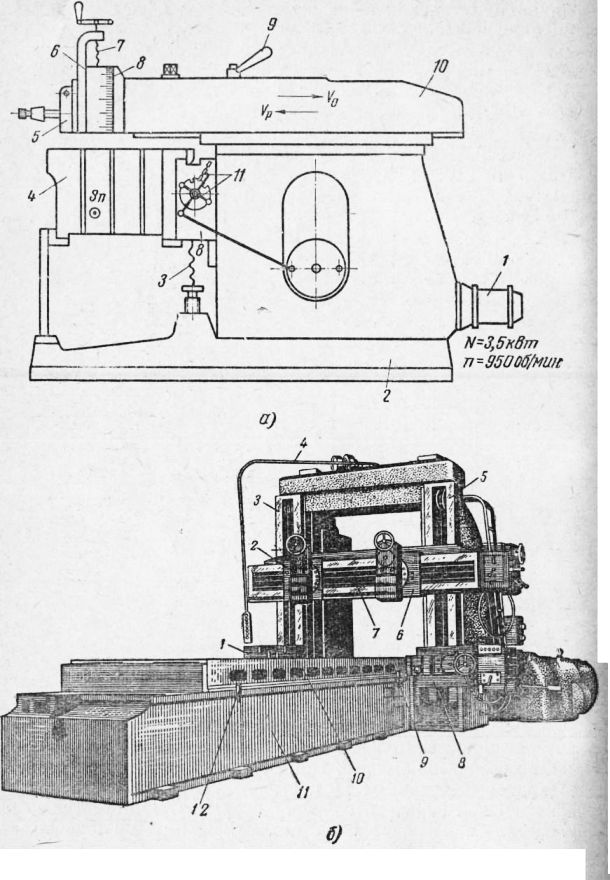
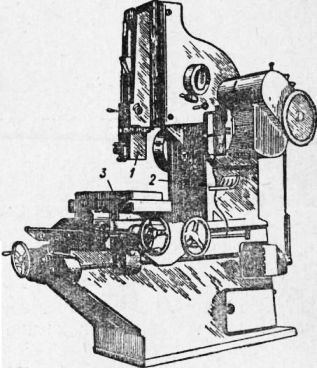
Рис. 2. Продольно-строгальный станок 7231А На поперечно-строгальных станках прямолинейное возвратно-по-ступальное движение совершает закрепленный в суппорте ползун-резец, а движение поперечной подачи — стол с заготовкой. Продольно-строгальные станки делятся на одностоечные и двух-стоечные, последние могут иметь от одного до четырех резцовых суппортов. Двухстоечный продольно-строгальный станок 7231А показан на рис. 2. Здесь видны: станина с направляющими, по которым во время работы станка перемещается стол с обрабатываемыми деталями; стойки и с боковыми суппортами и и траверсой 4\ вертикальные суппорты и 8, укрепленные на траверсе. Боковые суппорты могут перемещаться по стойкам, т. е. совершать движение подачи в вертикальном направлении, а вертикальные суппорты по траверсе — в горизонтальном направлении. Салазки суппорта с резцедержателями можно перемещать вверх и вниз у вертикальных суппортов, вправо и влево у боковых. Перемещением траверсы и салазок суппортов устанавливают закрепленные в резцедержателях резцы в требуемом положении относительно обрабатываемых поверхностей заготовки. На станке можно одновременно обрабатывать горизонтальную и две боковые вертикальные поверхности детали. Возвратно-поступательное движение стола станка осуществляется посредством червячно-реечной передачи и редуктора от отдельного электродвигателя. В новейших конструкциях станков применяется не механический, а более совершенный — гидравлический привод. Движение суппортов и по траверсе, суппортов и по стойкам передается от отдельных электродвигателей через коробки подач. Управление станком осуществляется подвесной кнопочной станцией. — Понятие о процессе строгания. Строгание осуществляют на станках с главным прямолинейным возвратно-поступательным движением относительно детали и с подачей в направлении, перпендикулярном направлению главного движения. Резец при работе на поперечно-строгальном и долбежном станках совершает прямолинейное возвратно-поступательное движение, а деталь получает прерывистую подачу. При работе на строгальных станках используют изогнутые резцы, которые бывают разных типов: проходные, чистовые, широкие чистовые, подрезные, отрезные и др. На рис. 1, е дан двусторонний долбежный резец, на рис. 1, ж — долбежный прорезной резец. Изогнутые резцы, допуская при строгании отжим вокруг точки, захватывают меньшую глубину резания, в то время как прямой резец при отжиме захватывает при строгании большую глубину резания, чем снижает точность обработки детали. Поэтому при строгании нужно пользоваться изогнутыми резцами. Закрепление резцов в откидном резцедержателе способствует уменьшению их износа, так как при обратном ходе при откидывании резцедержателя резец свободно скользит по поверхности детали. Разновидности станков строгальной группы Поперечно-строгальные станки предназначены для обработки деталей длиной до 700 мм, реже — большей длины. Продольно-строгальные станки бывают двустоечные, одностоечные и кромкострогальные. Долбежные станки применяют для обработки внутренних и наружных поверхностей деталей. Поперечно-строгальный станок. На рис. 179, а показан станок модели 736; он предназначен для обработки плоских и фасонных поверхностей в условиях индивидуального и серийного производства. Суппорт имеет поворот в вертикальной плоскости, что позволяет установить его под углом и строгать наклонные поверхности. От электродвигателя через коробку скоростей (6 скоростей) движение передается механизму качающейся кулисы, создающему возвратно-поступательное движение ползуна, суппорта и откидного резцедержателя. Одновременно движение передается через храповой механизм к столу, который благодаря наличию храповой передачи получает прерывистую поперечную подачу. Деталь закрепляется на столе прижимными планками, в машинных тисках, в приспособлениях. Наибольшая длина хода ползуна 650 мм, число двойных ходов в минуту до 58.
Рис. 3. Изогнутые резцы: Продольно-строгальный станок. На рис. 4, б показан станок модели 724; он предназначен для строгания крупных деталей весом до 10 т; при этом одновременно могут быть обработаны оризонтальная и две боковые поверхности с помощью двух верхних и двух боковых суппортов.
Рис. 4. Строгальные станки На столе устанавливается деталь или группа деталей на длине 10 4000 мм при ширине до 1500 мм и высоте до 1250 мм. Возвратно-поступательное движение стола осуществляется реверсированием электродвигателя, через плавное изменение скорости. Два вертикальных суппорта получают прерывистую подачу (горизонтальную и вертикальную) от особого электродвигателя, а каждый из боковых суппортов снабжен своим электродвигателем. Траверса перемещается электродвигателем, зажимаясь на стойках. По трубе проведены электропровода к пусковой аппаратуре станка. Долбежный станок. На рис. 5 приведен станок модели 7417; он предназначается для обработки плоских и фасонных поверхностей, долбления пазов, шпоночных и других канавок в разнообразных деталях, а также для обработки различных видов штампов. Прямолинейное возвратно-поступательное движение долбяка происходит по верхним направляющим станины и достигается с помощью кулисного механизма. Стол получает прерывистую продольную, поперечную и круговую подачи. Деталь закрепляется на круглом, градуированном на 360° столе прижимными планками, в машинных тисках, в патроне или приспособлении. Наи-ботыний ход Долбяка 160 мм; наибольшее перемещение стола: продольное—500 мм, поперечное—510 мм, круговое—360°. Мощность электродвигателя станка N = 3,4 кет. Работа на строгальных и долбежных станках. На строгальных станках обрабатывают горизонтальные, вертикальные, наклонные плоскости; строгают пазы, уступы, канавки; реже производится обработка фасонных поверхностей. На долбежных станках долбят шпоночные канавки, шлицевые и другой формы отверстия, пазы, продольные и поперечные вертикальные поверхности уступы и т. п., проводят круговое долбление поверхностей.
Рис. 5. Общий вид долбежного станка модели 7417 Точность строгания. Точность строгания на строгальных и долбежных станках достигает 3—4-го класса; чистота поверхности 6—7-го класса. Реклама:Читать далее:Шлифовальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|