|
|
Категория:
Производство древесных пластиков Далее: Обрезка плит Для производства древесных пластиков, в основном плит дельта-древесины, в СССР были построены специальные прессы (агрегаты), установленные на фанерных комбинатах. Агрегат состоит из следующих основных частей: вертикального пресса, загрузочно-разгрузочного устройства, насосной станции и центрального пульта управления. Пресс устанавливается в фундаментной шахте на двух жестких чугунных балках, на которые он опирается всеми колоннами. Пресс имеет три цилиндра, состоящих из блоков, свя-чанных с общим архитравом четырьмя колоннами. Цилиндры стальные, имеют по четыре прилива с проушинами для колонн. Цилиндры опираются на нижние гайки колонн, что дает возможность выверить каждый цилиндр. Каждая колонна имеет по четыре разъемных гайки, из них две рабочие (нижняя под цилиндром и верхняя над архитравом) и две установочные (над цилиндром и под архитравом).
Рис. 1. Клеильный пресс на 12 тыс. тонн:
1— опорные балки; 2— цилиндры; 3 — архитрав; 4— колонны; 5 — подвижная траверса; 6 — нагревательные плиты; 7— изоляционные ребристые плиты; 8 — жесткие плиты; 9 — плита водяного охлаждения; 10 — упор; 11 — опорная стойка; 12 — опорный кронштейн
Внутри цилиндров запрессованы бронзовые грундбуксы, являющиеся направляющими для плунжеров, диаметр которых равен 1130 мм. Уплотнение плунжеров в цилиндрах достигается посредством трех колец жесткой набивки типа «Лион», последующего обжима сальником и фланцем с 16 шпильками на цилиндре. Между плунжером и подвижной траверсой находится шаровая опора, обеспечивающая равномерную передачу давления от плунжера к траверсе. Архитрав усиленной конструкции и имеет вес 46 т. В прессе шесть рабочих пролетов высотой по 130 мм каждый. Нагревательные плиты стальные, имеют каналы для воды и пара диаметром 26 мм, разделенные па шесть секций. Поперечные каналы сверленые, продольные выжжены автогеном. Размеры плит 5800 X 1350X60 мм. Подвижная траверса и архитрав изолированы от нагревательных плит специальными плитами водяного охлаждения, прилегающими к траверсе и архитраву. На торцах жестких плит, траверсы и архитрава укреплены болтами упоры, которые служат для приведения нагревательных плит в исходное положение при охлаждении. Подвижная траверса и плиты поддерживаются в нижнем положении четырьмя опорными стойками (ходоограничителями) из кованой стали и опорными чугунными кронштейнами, укрепленными на траверсе и жестких плитах.
Рис. 2. Общий вид пресса на 12 тыс. тонн:
1 — пресс; 2 — загрузочное устройство; 3 — разгрузочное устройство; 4 — привод толкателя; 5 — пульт управления; 6 — мультипликатор
К боковым граням стоек с обеих сторон приварены опоры для кронштейнов. Пар и вода подаются к секциям нагревательных плит через горизонтальный коллектор, вертикальные стойки и распределительные трубки. Вода к цилиндрам подводится снизу трубопроводом высокого давления. Для выпуска из цилиндра пресса воздуха имеется возду-хоспускная трехклапанная коробка, установленная около главного дистрибутора. Загрузочно-разгрузочное устройство. Состоит оно из двух сновных механизмов: гидравлического подъемника с клетью (этажеркой) и толкателей для горизонтального перемещения пакетов прессуемого материала. При помощи загрузочно-разгрузочного устройства проводятся следующие операции: Управление приводом толкателей и магнитными дистрибуторами подъемников кнопочное с пульта. Подъемники служат для подъема пакетов перед загрузкой в пресс и опускания их после выгрузки из пресса, а также для опускания и подъема пакетов при заполнении и освобождении клетей. Работа подъемника производится так: вода под давлением 12 атм поступает к нижним отверстиям плунжера и через каналы в них — в цилиндры, которые поднимаются вместе с клетью. Плунжеры в это время неподвижны. Во избежание отставания или опережения отдельных цилиндров из-за неодинаковых сил трения в набивках, что может вызвать перекос клети, одновременно с подъемом включается в работу выравнивающий механизм, который через валы, шестерни и неподвижные рейки передает опережение отстающим цилиндрам, приводя их к одному уровню. Направляющей плунжера служит бронзовая грундбукса. Клеть подъемника останавливается автоматически. Загрузочно-разгрузочное устройство имеет два толкателя: левый для загрузки в клеть пресса пакетов шпона, уложенных между стальными листами-прокладками толщиной 4—5 мм, и правый для выгрузки из пресса и клети пакетов прессуемого материала. Хобот первого толкателя снабжен крючьями для подтаскивания материала. Пакет шпона, заложенный между Двумя стальными прокладками, подается по рольгангу к загрузочному устройству. Нижняя прокладка пакета длиннее верхней и имеет на концах проушины (отверстия). Клеть загружается постепенно, по одному пакету, начиная с первой нижней полки. Для этого клеть устанавливается так, чтобы первая полка была на одном уровне с рольгангом. Толкатель в это время находится в исходном положении у арки. Затем нижний конец стержня захватного приспособления вручную за тягу вводится в проушину нижней прокладки пакета, после чего с пульта управления включается привод толкателя и пакет подается с рольганга на первую полку клети. После этого клеть опускается на один шаг, равный высоте этажа пресса. В нижнем положении клеть автоматически останавливается от действия выключателя. Толкатель отводится в исходное положение, и клеть поднимается до своего верхнего рабочего положения, при котором все полки ее располагаются против соответствующих пролетов пресса. В этом положении клеть автоматически останавливается выключателем. Затем включается движение толкателя к прессу, и все пакеты, подталкиваемые сзади хоботом, одновременно загружаются в пресс. Выгружаются пакеты из пресса разгрузочным толкателем. Для этого клеть поднимается в верхнее рабочее положение, толкатель подводится к прессу и крючки хобота заводятся в проушины нижних прокладок. Затем толкателю дают обратный ход и все пакеты одновременно вытягиваются из пресса. После этого приступают к выдаче пакетов из клети на рольганг, для чего клеть опускается в нижнее рабочее положение, а толкатель перемещается к прессу. Первым выдается на рольганг верхний шестой пакет при помощи захватного приспособления. Стержень этого приспособления упирается в задний конец нижней прокладки пакета и при обратном ходе толкателя сдвигает пакет на рольганг. Затем толкатель снова перемещается к прессу, клеть поднимается на один шаг и толкатель выдает второй пакет. Так поочередно выдаются все остальные пакеты. Загрузочно-разгрузочное приспособление оборудовано двумя рольгангами, из которых один служит для подачи пакетов шпона из отделения сборки пакетов и загрузочной клети, а второй — для подачи пакетов готового материала от разгрузочной клети к месту разборки пакетов и вылеживания материала. Насосная станция. Пресс работает на трех ступенях удельного давления воды в цилиндрах: 12, 80 и 400 кг/см2, чему соответствует общее давление в прессе 360, 2400 и 12000 т. Первая ступень давления (12 кг/см2) служит для подъема подвижных частей пресса: плунжеров, траверсы и плит, общий вес которых составляет около 183 т. Для этой операции при наибольшем ходе плунжеров расходуется 2,3 м3 воды. По технологии изготовления древесных пластиков вторая ступень давления (80 кг/см2) требуется для предварительного прессо-ния материала под удельным давлением около 30 кг/см2 и третоя ва пеНЬ (400 кг/см2) — для прессования материала под удельным давлением 150 кг/см2. Пресс получает воду для всех трех ступеней от собственной насосной станции, которая имеет следующее оборудование: два гидравлических насоса, наполнитель, воздушный ресивер, компрессор, бак. Первый гидравлический насос 2НГО 3-60 завода «Красный гидропресс» рассчитан на давление 80 кг/см2, второй насос марки 2НГО 3-50 — на давление 400 кг/см2. Наполнитель (виндкессель) представляет собой стальной сварной баллон, установленный на фундаменте вертикально и снабженный водомерным стеклом, манометром и грузовым предохранительным клапаном. Наполнитель рассчитан на давление 12 кг/см2. Емкость его 9 м3, внутренний диаметр 1500 мм, высота 5660 мм. Воздушный ресивер состоит из двух спаренных воздушных баллонов стандартного типа. Давление его 150 кг/см2. Компрессор В 100-3К, давление 160 кг/см2, мощность 7,5 л. с. Для зарядки воздухом ресивера и наполнителя имеется три цилиндра. Число ступеней давления — три, диаметр поршней первой ступени 150 мм, второй — 60 мм, третьей — 25 мм, ход поршней 100 мм, число оборотов в минуту 200, производительность 12 м3/час. Компрессор приводится в действие электромотором мощностью 6 квт, число оборотов в минуту 715. Передача от электромотора к компрессору тексропная. Диаметр шкивов на электродвигателе 220 мм, на компрессоре — 750 мм. Бак емкостью 7 м3 служит для питания насосов и слива воды Цилиндров пресса. Первая ступень давления получается при помощи компрессора, ресивера и наполнителя. В наполнитель нагнетается вода насосом второй ступени давления (80 кг/см2) до 1/3—1/2 его объема. Верхняя часть заполняется сжатым воздухом до давления 12 кг/см2. Воздух поступает из ресивера, который предварительно заряжается компрессором до давления 150 кг/см2.
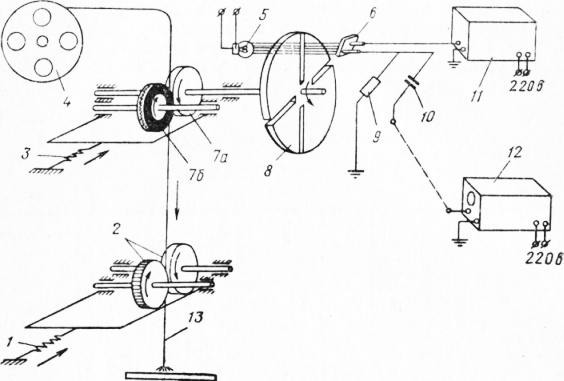
Рис. 3. Схема управления прессом на 12 тыс. тонн:
1—клапан наполнителя; 2 — магнитный дистрибутор; 3 — наполнитель; 4 — питательный бак; 5 — магнитный дистрибутор- 6 — мультипликатор; 7— главный дистрибутор; 8 — предохранительный клапан; 9 — гидравлический насос 400 атм ; 10 — гидравлический насос 80 атм
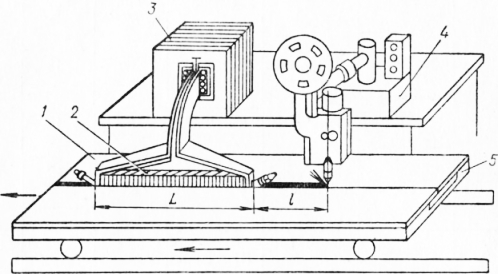
Рис. 4. Схема двадцатипролетного пресса для прессования древеснослоистых пластиков
Управление агрегатом. Управление прессом и загрузочно-раз-грузочным устройством производится с площадки центрального пульта управления за исключением компрессорной установки наполнителя, управление которой находится в насосной станции. Управление прессом разделяется на два самостоятельных участка: управление гидравликой пресса и управление нагревом и охлаждением. Управление гидравликой происходит при помощи главного дистрибутора и кнопочного пульта. В систему управления входит также мультипликатор. Мультипликатор служит для преобразования низкого давления в высокое и для выравнивания высокого давления в цилиндрах пресса при усадке материала в процессе запрессовки. Управление нагревом и охлаждением плит осуществляется посредством вентилей вручную. Маховики основных вентилей также выведены на площадку центрального пульта управления. Управление загрузочно-разгрузочным устройством состоит из двух самостоятельных одинаковых систем: управления загрузочным устройством и управления разгрузочным устройством. Каждая из этих систем в свою очередь делится на управление гидравлическим подъемником и управление толкателем. Работа пресса в условиях переменного нагрева паром и охлаждения водой иногда вызывает течь в соединениях шарнирных трубок пресса. Для предотвращения этого необходимо осуществлять постоянный надзор за плотностью соединения трубок. Сложность и многоступенчатость режима прессования слоистой древесины требуют тщательного контроля и регулирования давления, особенно температуры плит пресса. Правильная организация работ требует установки контрольно-измерительных приборов. Помимо пресса на 12 тыс. т, для прессования древеснослоистых пластиков применяются прессы с 20 пролетами с размером плит 5030 X 1300 мм. Один из таких прессов с загрузочно-разгрузочным приспособлением изображен на рис. 25. Как видно из рис. 4, пресс имеет самостоятельные загрузочно-выгрузочные приспособления и загрузочные передвижные этажерки. При работе с такими прессами необходимо правильно орга-низовать транспортировку прокладок, укладку их при сборке и разборке пакетов, а также наладить правильный уход За ними. На большинстве заводов прокладки укладываются и снимаются электромагнитами (рис. 5). Транспортируются прокладки при помощи тельфера.
Рис. 5. Электромагнитное устройство для подъема и перемещения прокладок
Перед укладкой в пакеты прокладки должны быть тщательно очищены от налипшей смолы и кусочков шпона и смазаны олеиновой кислотой или минеральным маслом. Помимо прессов с плитами больших размеров, для прессования плиточных и листовых пластиков применяются прессы меньшего размера. На рис. 6 изображен пресс общей мощностью 3600 т с плитами размером 1500 X Ю00 мм, с шестью рабочими промежутками и удельным давлением 240 кг/см2. Этот пресс имеет плиты с так называемыми ограничителями, что позволяет прессовать древеснослоистые пластики с продольным расположением волокон во всех слоях шпона (ДСП-А). Прессование пластика марки ДСП-А осуществляется также и в прессах большого формата. Для этого во избежание расползания слоев шпона при прессовании в торцовых концах пакета закладываются перпендикулярно через 10 слоев узкие поперечные отрезки шпона, которые обрезаются при оторцовке плит.
Рис. 6. Схема пресса давлением 3600 тонн
Реклама:Читать далее:Обрезка плитСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|