|
|
Категория:
Слесарно-инструментальные работы Далее: Прочие детали штампов Рабочие части штампа — пуансон и матрица — являются самыми ответственными его частями. От их материала, конструкции и исполнения прежде всего зависит качество детали и долговечность работы штампа.
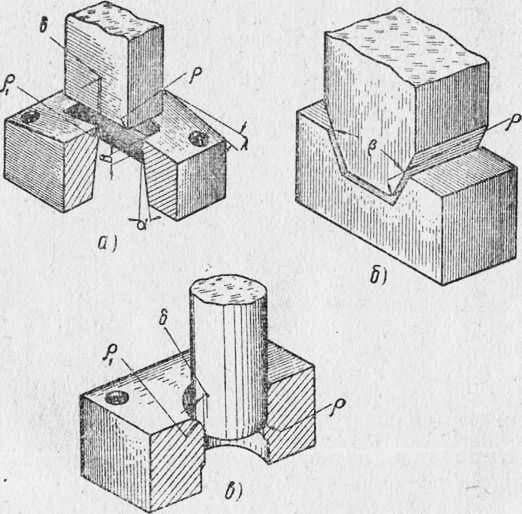
Рис. 1. Конструкция рабочих частей штампа.
Рассмотрим, какой же должна быть конструкция рабочей части, чтобы обеспечить хорошую работу штампа. На рис. 1, а изображены вырубные пуансон и матрица и буквами показаны их наиболее важные конструктивные элементы. С помощью пуансона и матрицы осуществляется процесс вырубки металла Он очень похож на известный нам процесс резания резцами или другими режущими инструментами. Однако этот процесс имеет и ряд своих особенностей, так как при вырубке требуется применять огромные усилия, чтобы преодолеть сопротивление резанию металла. Это усилие для неотожженных сталей доходит до 105 кг на 1 мм2. Поэтому важно уметь повлиять на уменьшение усилия вырезки. Очень большое значение при этом оказывают радиусы округления режущей кромки р и р1, угол наклона режущих граней матрицы или пуансона и величина зазора между пуансоном и матрицей. Радиусы р и р1 представляют естественные радиусы округления режущих кромок, образующиеся при шлифовке и заточке пуансона и матрицы и постепенно возрастающие по мере их затупления. Поскольку эти величины должны быть минимальными, пуансон и матрица подвергаются переточке, когда р и p1 превзойдут определенные пределы. Угол скоса режущих граней пуансона и матрицы а назначается с целью уменьшения усилия вырубки, когда мощности пресса недостаточно. В остальных случаях режущие грани пуансона и матрицы выполняются с углом X равным 0°. Особое место в конструкции рабочих частей штампа занимает величина зазора между пуансоном и матрицей о. Если зазор слишком велик, пуансон обминает края детали и образует заусеницы. Если же он слишком мал, стойкость штампа снижается, увеличивается усилие вырезки и ухудшается поверхность среза. Величина зазора между пуансоном и матрицей зависит от толщины и механических свойств материала детали. Предельные нормы зазоров обычно указываются в рабочих чертежах штампов. Чтобы облегчить процесс вырубки и удаления деталей и отходов из матрицы, упростить изготовление и уменьшить износ матрицы, ее рабочий контур выполняется в виде не одной, а двух поверхностей: рабочей ленточки, перпендикулярной рабочему контуру, с шириной, равной 2—5 мм, и затылочной поверхности, направленной под углом а — 3—5° к поверхности ленточки. Значительно проще конструкции гибочных штампов. Форма их рабочид частей, в основном, соответствует форме поверхностей готовой детали. Следует указать, что в данной конструкции радиус округления р не играет той отрицательной роли, как это имеет место в вырубных штампах. Здесь его назначение состоит в образовании соответствующей формы детали. Такую же роль выполняет и угол профиля штампа р. Этот угол, как правило, не соответствует углу готового профиля детали и должен быть меньше на некоторую величину, зависящую от величины радиуса р, толщины материала и его механических свойств. Несмотря на это, конструктору все же редко удается установить правильную величину угла р поэтому его подбирают опытным путем при испытании и отладке штампа. Конструкция рабочих частей вытяжных штампов отличается тщательностью обработки их рабочих поверхностей и плавностью сопряжений. Радиусы округления р и p1 здесь имеют совершенно особое значение, непосредственно влияя на величину усилия вытяжки и на качество детали. Это влияние состоит в том, что слишком большая величина р и pt приводит к росту усилия и появлению трещин в детали, а недостаточная их величина способствует образованию в ней складок. Зазор между пуансоном и матрицей в вытяжном штампе оказывает не меньшее влияние на его работу, чем зазор между пуансоном и матрицей вырубного штампа. Необходимая величина этого зазора может быть определена, как сумма толщины материала детали и величины действительного зазора, принимаемого равным 10—20% этой же толщины. При недостаточной величине зазора на детали возникают надрывы и трещины, при излишней величине — образуются складки на ее поверхности. Сообщенные здесь краткие сведения о конструктивных элементах рабочих частей штампов имеют большую практическую ценность для слесаря-инструментальщика, поскольку позволяют ему сделать определенные выводы о работе штампа при его испытании и наладке. Реклама:Читать далее:Прочие детали штамповСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|