|
|
Категория:
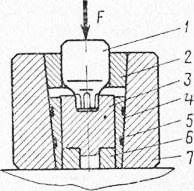
Слесарно-инструментальные работы Далее: Ремонт пресс-форм Технологический процесс изготовления пресс-форм следующий. В качестве заготовок деталей пресс-форм наиболее часто используют поковки, прокат и литье. Для ответственных деталей, работающих в наиболее тяжелых условиях, заготовками служат поковки, обеспечивающие высокую прочность. Так как в основном детали конструктивного назначения нормализованы и стандартизованы, их обработку ведут по типовым технологическим процессам. Детали, имеющие форму тел вращения (втулки, колонки, хвостовики, выталкиватели, стержни и др.), предварительно обрабатывают на токарных станках. Чистовую их обработку производят на кругло- и внутришли-фовальных станках. Плиты пресс-форм предварительно фрезеруют или строгают. Крепежные отверстия в плитах сверлят на вертикально-сверлильных станках. Цилиндрические отверстия в плитах, к которым предъявляют высокие требования по точности размера, формы и взаимного расположения, обрабатывают на координатно-расточных станках. Например, получают отверстия в передней и задней обоймах под направляющую колонку и втулку, под центральную втулку, под матрицу. Отверстия в обоймах под квадратные матрицы фрезеруют на копироваль-но-фрезерных станках и на станках с ЧПУ, обеспечивающих контурное фрезерование. Чистовую обработку плоскостей плит осуществляют на плоскошлифовальных станках. Отверстия плит с особо жесткими требованиями по точности взаимного расположения обрабатывают на координатно-шлифовальных станках. Наиболее сложна технология изготовления тех поверхностей матриц и пуансонов, которые являются формообразующими. Для обработки этих поверхностей приходится использовать не только специализированные и специальные станки, но и высококвалифицированный ручной слесарный труд. В качестве заготовок матриц и пуансонов используют прокат, поковки и отливки. Поковки получают свободной ковкой, жидкой и точной объемной штамповкой. Отливки изготовляют литьем под давлением, по выплавляемым моделям, в оболочковые, гипсовые, металлические и песчаные формы. Заготовки матриц и пуансонов получают также горячим выдавливанием, прессованием из различных порошков. При литье цинковых, алюминиевых и магниевых сплавов наибольшую стойкость имеют матрицы и пуансоны, изготовленные механической обработкой из материала, полученного ковкой. Предварительную и чистовую обработку формообразующих поверхностей матриц и пуансонов наиболее часто производят методами, основанными на резании материалов. Хорошие результаты дает также холодное выдавливание. Но его трудно применить для изготовления матриц и пуансонов из стали ЗХ2В8Ф, так как требуется большая мощность пресса даже для выдавливания формообразующих поверхностей небольших отливок. Формообразующие поверхности в деталях из твердых сплавов изготовляют электроэрозионной обработкой. Наиболее просты технологические процессы изготовления матриц в виде тел вращения, формообразующие поверхности которых состоят из поверхностей вращения. Типовой технологический процесс обработки таких матриц включает в себя: черновое обтачивание наружных и внутренних поверхностей на токарном станке; шлифование базового торца на плоскошлифовальном станке; сверление отверстий на вертикально-сверлильном станке; фрезерование пазов и литниковых каналов на вертикально-фрезерном станке; опиливание и доводку литниковых каналов; гравирование цифр и букв; термическую обработку; притирку поверхностей формообразующей полости, их хромирование и полирование; сборку матрицы с обоймой. Сложные рабочие полости матриц изготовляют на специализированных и специальных станках. Матрицы небольших размеров фрезеруют на вертикальных копиро-вально-фрезерных станках. Если эти станки многошпиндельные, то можно одновременно обрабатывать несколько одинаковых заготовок, что особенно выгодно при изготовлении матриц многоместных пресс-форм. Крупногабаритные матрицы получают на горизонтальных копиро-вально-фрезерных станках. Копировально-фрезерные станки работают по копиру или эталону. Применяют эталоны из дерева, гипса и других легкообрабатываемых материалов. Рабочие полости матриц, полученные на копировально-фрезерных станках, имеют низкую точность и качество поверхности и требуют последующей слесарной доводки. Формообразующие полости матриц и пуансонов можно предварительно обрабатывать на фасонно-строгаль-ных и опиловочных станках. Для изготовления сложных формообразующих полостей матриц широко используют станки с ЧПУ. Производительность и качество обработки на этих станках намного выше, чем на копировально-фрезерных станках; в результате значительно сокращается объем слесарных работ. Эффективен процесс получения сложных фасонных формообразующих поверхностей на прецизионных электроэрозионных и ультразвуковых станках. Их особенно выгодно использовать для изготовления матриц из труднообрабатываемых материалов, например из твердых сплавов. Чистовую обработку формообразующих поверхностей производят на профилешлифовальных станках различной конструкции. Они относятся к специальным станкам, широко применяемым для изготовления деталей инструментальной оснастки. Чистовую обработку формообразующих полостей матриц и пуансонов производят и слесарными методами — зачисткой и шабрением отдельных участков в труднодоступных местах. Шабрение выполняют специальными подборниками и шаберами (их материал — сталь ШХ15; твердость после термической обработки до 60—62 HRG,). Форма, размеры и расположение режущих кромок делают такими, чтобы ими можно было работать в труднодоступных местах и обрабатывать различные по форме и расположению поверхности. После термической обработки формообразующие поверхности матриц для пластмасс полируют, хромируют и вновь полируют. Хромирование повышает поверхностную твердость, износостойкость и сопротивление коррозии формообразующих поверхностей. Кроме того, оно способствует улучшению внешнего вида изделий из пластмасс. Перед хромированием матрицу или пуансон очищают от загрязнений в электролитических ваннах с щелочным раствором и промывают горячей водой. Хромирование производят в ваннах, облицованных кислотоупорной эмалью или свинцом. Электролитом является водный раствор хромового ангидрита и серной кислоты. Для ускорения процесса его подогревают до температуры 50—60 °С. Положительным электродом являются свинцовые пластинки, отрицательным — деталь. К электродам подводят постоянный ток 55—60 А напряжением 6— 12 В. После хромирования матрицу или пуансон промывают горячей дистиллированной водой, слабым раствором щелочи и просушивают. Применяют два вида хромирования: размерное и безразмерное. Перед размерным хромированием поверхности шлифуют и полируют или притирают. Толщина слоя хрома при размерном хромировании 0,05—0,03 мм. Хромированную таким способом поверхность больше не обрабатывают. При безразмерном хромировании поверхность предварительно шлифуют, затем наносят слой хрома толщиной 0,05—0,3 мм. Потом хромированную поверхность шлифуют мягкими абразивными кругами и доводят пастами на основе карбида кремния зеленого и карбида бора. Если хромирование производят с целью повышения коррозионной стойкости и улучшения внешнего вида, то слой хрома не превышают нескольких микрометров. Процесс отделки необходимо строить таким образом, чтобы направление штрихов от режущего инструмента совпадало с направлением течения обрабатываемого материала в пресс-форме. Прогрессивным способом получения формообразующих полостей пресс-форм является холодное выдавливание. Оно обеспечивает точность 8—9-го квалитета и шероховатость поверхности Ra= 0,16-0,04 мкм. Этот способ в несколько раз сокращает затраты ручного труда. Существует два способа холодного выдавливания — открытый и закрытый. Второй способ получил большое распространение и обеспечивает высокое качество. Закрытый способ холодного выдавливания осуществляется по следующей схеме. Мастер-пуансон устанавливают в направляющее кольцо. Заготовку помещают в разрезное кольцо, состоящее их трех секций, удерживаемых пружинными кольцами. При этом заготовка упирается в приемное кольцо 6, которое имеет отверстие для размещения выдавливаемого материала заготовки. Все указанные детали размещают в обойме, установленной на столе пресса. Под действием силы пресса мастер-пуансон вдавливается в материал заготовки матрицы, образуя в нем путем пластической деформации точный негативный оттиск своей рабочей части. Для облегчения процесса проникновения пуансона в материал заготовки и снижения потребной для этого силы применяют технологическую смазку — насыщенный раствор медного купороса в 3%-ном растворе соляной кислоты. Рабочую часть мастер-пуансона протирают и покрывают смазкой. После ее высыхания на рабочей части мастер-пуансона остается тончайший слой меди (толщиной 0,004—0,006 мкм), выполняющей роль смазки.
Рис. 1. Схема получения матрицы закрытым способом холодного выдавливания
Для изготовления мастер-пуансонов применяют стали У8А, 10А (твердость до 58—62 HRQ) или стали Х12 и Х12М (твердость до 59—61 HRQ). Реклама:Читать далее:Ремонт пресс-формСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|