|
|
Категория:
Техника безопасности в деревообрабатывающем производстве Наиболее распространенным дереворежущим инструментом при механической обработке древесины являются круглые пилы. Их применяют на большинстве деревообрабатывающих станков. По конструкции они отличаются размерами диаметра пилы и внутреннего диаметра отверстия в ней для шпинделя, толщиной и формой полотна в поперечном сечении, профилем зубьев, их угловыми значениями, размерами и числом. Конструкции элементов круглых пил определяют в зависимости от их назначения.
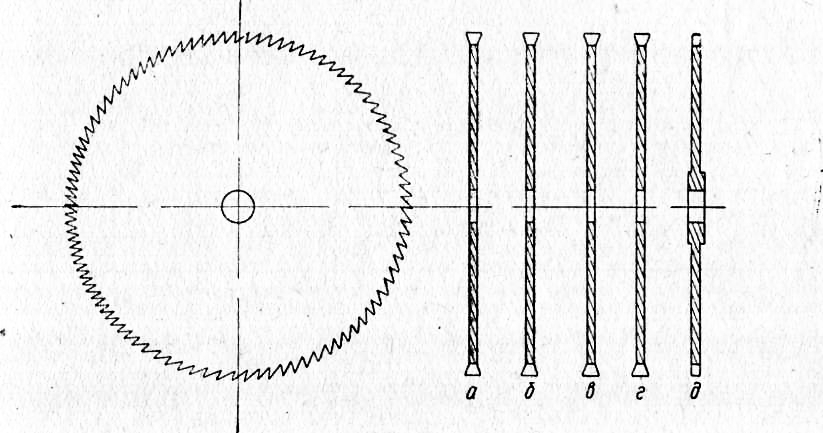
Рис. 1. Круглые пилы с различной формой диска по его толщине: Круглые пилы бывают с плоским диском одинаковой толщины по всему сечению, с коническим диском и пилы с поднутрением, у которых толщина полотна диска равномерно утоньшена с обеих сторон от периферии к центру. Недостатки существующих конструкций круглых пил с точки зрения техники безопасности: значительные величины подачи на зуб пилы и большое число зубьев на ее диске. Число зубьев У стандартных круглых пил для поперечной распилорки (ГОСТ 980—63) составляет^—120, для продольной —36—60 со значительной величиной подачи на зуб. В процессе распидовки древесины этими пилами, особенно при продольной распиловке (вдоль волокон), может произойти зажатие между стенками пропила выходящих из него зубьев и части диска пилы вследствие упруго-пластических свойств (релаксации) волокон древесины и неоднородного ее строения (анизотропности). При этом выходящие из пропила зубья, имеющие значительную величину подачи на зуб, будут «зарезать» стенки распила и с большой силой отбрасывать распиливаемую заготовку. Таким образом, отбрасывание круглыми пилами распиливаемой древесины будет зависеть от величины подачи на зуб, количества зубьев, одновременно находящихся в распиле, общего числа их на диске пилы и окружной ее скорости.
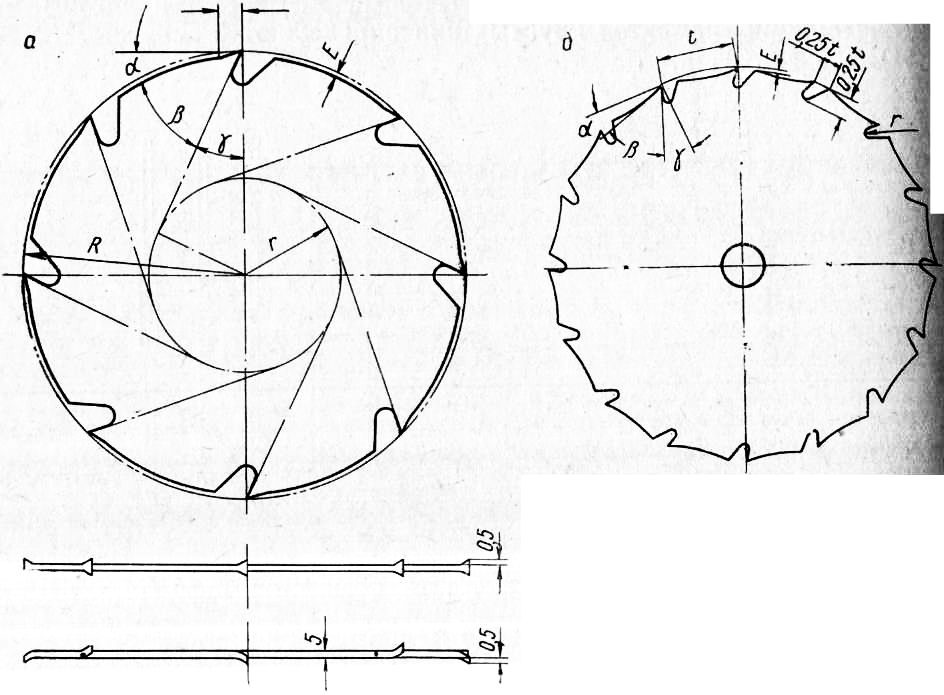
Рис. 2. Круглые яйлы с малым числом зубьев: С целью снижения силы, а следовательно, и опасности отбрасывания круглыми пилами распиливаемой древесины предложена конструкция пилы с ограниченной величиной подачи на зуб и малым числом зубьев на диске пилы — от 8 до 16. Конструкция пилы, профиль зубьев, их угловое значение отличаются тем, что подача на зуб ограничивается разностью Е между радиусом резания зуба и радиусом окружности его задней грани (позади режущего выступа зуба), оформляемой по цилиндрической образующей, которая ограничивает максимальную толщину стружки, снимаемую зубом. Величина подачи на зуб — толщина снимаемой стружки, ограничиваемая разность Е указанных радиусов, рекомендуется в пределах 0,6—1,2 мм. Круглые пилы данной конструкции могут иметь диаметр от 250 до 500 мм и работать со скоростью 8—50 м/мин, в зависимости от количества зубьев Z на диске (8—16) и числа оборотов шпинделя станка п (1800—3000 об/мин). При малом числе зубьев пилы (8—16) в распиле будет всегда находиться не более одно-двух зубьев, имеющих весьма малую величину подачи на зуб. В случае зажатия диска пилы в распиле древесины только эти один-два зуба могут очень неглубоко зацепиться за стенки распила, выходя из него, поэтому сила отбрасывания окажется настолько слабой, что выброса распиливаемой заготовки не произойдет. Зубья пилы разводятся или расплющиваются. Лучше осуществлять плющение зубьев, так как при этом сила отбрасывания пилой заготовок снижается в большей степени, чем пилой с разведенными зубьями. Зубья целесооборазно оснащать пластинками из твердого сплава, особенно при распиловке твердых пород древесины, древесностружечных и волокнистых плит, пластиков склеенной древесины и фанеры. Для продольной распиловки на станках с ручной подачей в НИИ-Древмаш разработана отраслевая нормаль 34704 «Пилы круглые безопасные, оснащенные пластинками из твердого сплава для продольной распиловки». Размеры пил: наружный диаметр— 320, 360, 400 и 450 мм, число зубьев—12 для всех диаметров пил; передний угол зубьев — 25°. Практика показала, что пилы с малым числом зубьев по сравнению с обычными позволяют снизить мощность резания и усилие подачи на 25—40%. Согласно требованиям безопасности для круглопильных станков с ручной подачей следует проектировать пилы с малым числом зубьев, описанных выше.
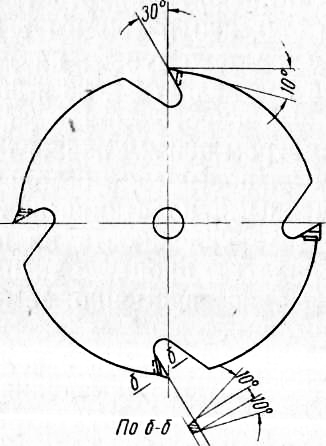
Рис. 3. Круглая пила с малым числом зубьев, оснащенных пластинками твердого сплава Пилы с зубьями, оснащенными пластинками из твердого, сплава, могут длительное время работать без заточки. Износостойкость зубьев с пластинками из твердого сплава выше от 30 до 40 раз, чем обычных зубьев пил из легированной стали. Учитывая высокую эффективность эксплуатации пил с пластинками из твердого сплава, в НИИДревмаш разработан стандарт, который введен в действие с 1 января 1962 г. ГОСТ 9769—61 «Пилы дисковые дереворежущие, оснащенные пластинками из твердого сплава». Материал твердого сплава для пластинок зубьев — вольфрамокарбидный сплав марок ВКП и ВК15. Стандарт содержит конструкции пил двух типов: для распиловки древесных материалов, фанеры, поперечной распиловки клееной и цельной (натуральной) древесины; для продольной распиловки клееной и цельной древесины. Согласно стандарту эти пилы должны изготовляться диаметром 250, 320 и 400 мм с отверстием под шпиндель диаметром 50 мм. Число зубьев на диске пил диаметром 250 мм первого типа составляет 24, 36 и 56, второго — 16 и 24; у пил диаметром 320 мм первого типа — 36, 56 и 72, второго — 16, 24 и 36; у пил диаметром 400 мм первого типа — 36, 56 и 72, второго — 24 и 36. Для повышения безопасности работы пилами с зубьями, оснащенными пластинками из твердого сплава, необходимо обеспечивать надежность их припая к зубьям, систематически осматривать в процессе эксплуатации пилы и проверять состояние зубьев, своевременно заменять отслоившиеся и выкрошенные пластинки. Пилы с зубьями, оснащенными пластинками твердого сплава, не требуют применения специальных заточных станков, приспособлений, инструментов, а также затрат труда, связанных с частой и точной заточкой зубьев, снятием пил со шпинделя станка, установкой и закреплением их на шпинделе. При многократном некачественном или неточном выполнении заточки обычных пил (не оснащенных пластинками из твердого сплава), нарушаются размеры, профиль, угловые значения зубьев и форма впадин между ними. Это отрицательно сказывается на износоустойчивости зубьев, вызывает появление трещин у впадин, излом зубьев, понижает качество распиловки и приводит пилу в непригодное состояние. Одним из новых видов дереворежущего инструмента являются так называемые шлейф-пилы (предложенные в ФРГ) без зубьев1. Режущей частью у этих пил являются мелкие частицы твердых сплавов, они приварены к диску пилы и подобно кольцу окружают периферийную ее часть. Шлейф-пилой сплава, у которых не производится заточка зубьев и диаметр пилы остается неизменным. Кроме того, компенсаторы локализуют нагрев диска пилы при напайке пластинок на зубчатом ее венце, а также исключают отрицательное влияние на прочность их припая из-за ударов проковочным молотком по диску во время проковки.
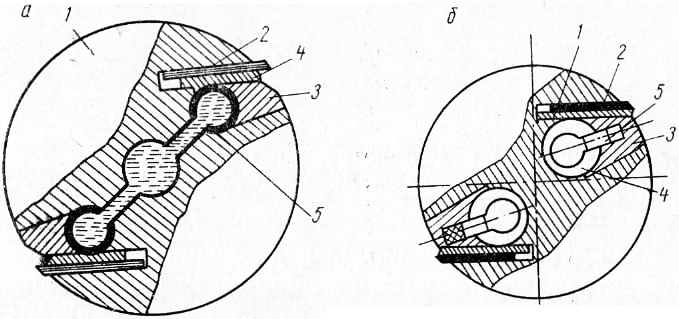
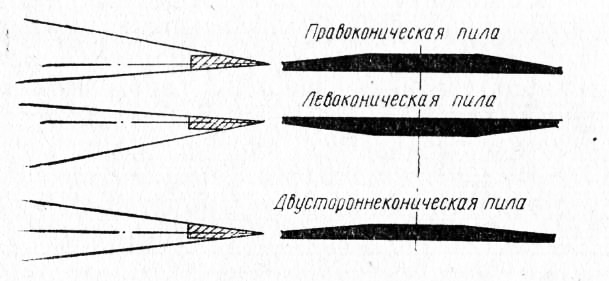
Рис. 4. Пилы круглые, оснащенные пластинками из твердого сплава (ГОСТ 9769 — 61): Поэтому на пилах, оснащенных пластинками твердого сплава ГОСТ 9769—61, предусмотрены компенсаторы, расположенные на двух взаимно перпендикулярных диаметрах. Отверстия-компенсаторы в диске пилы значительно снижают ее вибрацию при работе (в 6—8 раз). Однако прорези-компенсаторы в диске пилы повышают ее шум при холостом вращении. С целью снижения нагрева периферийной зоны пилы при припайке пластинок твердого сплава, вместо компенсаторов, используют более сильную проковку средней части пилы или подбирают специальный индуктор для нагрева зубьев. Нельзя устанавливать в станок круглые пилы со следующими дефектами: с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, выкрошенными или отслоившимися пластинками твердого сплава, с полотном, имеющим крылова-тость, зажоги зубьев и впадин между ними. Способы установки круглых пил в станке должны обеспечивать безопасность ее работы и высокое качество распиловки. Пила должна быть установлена на шпиндель с зазором не более 0,1 мм между его диаметром и внутренним диаметром центрального отверстия в пиле. Для придания устойчивости пилам большого диаметра (свыше 500—600 мм) применяют шайбы со шпильками-поводками, для которых делают отверстия в диске пилы. На внутренних сторонах зажимных шайб в центральной части должны быть сделаны выточки. Важным условием безопасности работы при продольной распиловке круглыми пилами является установка позади пилы расклинивающего ножа, который служит для направления и расклинивания распила, свободного движения в нем пилы, обеспечивает отвод от пилы отпиленного отрезка и предотвращает зажим пильного диска в распиле. Ножу следует придавать форму серпа. Профиль обращенной к пиле заостренной кромки ножа должен быть близок к окружности пилы. Толщина задней кромки ножа должна быть больше па 0,5—1 мм, чем ширина пропила. Способ замены и установки ножа должен быть простым, чтобы легко и быстро можно было переставлять его в горизонтальном и вертикальном направлении при установке пил разного диаметра. Расклинивающие ножи следует изготовлять из инструментальной стали (У7А, У8А). При использовании конических пил, имеющих различную толщину дисков по диаметру (одноконические лево- и правосторонние пилы), необходимо применять расклинивающие ножи, имеющие соответствующую форму их боковых поверхностей, одна из которых плоская, а другая — коническая. Установка этих ножей относительно боковых поверхностей пилы должна соответствовать форме диска.
Рис. 5. Установка расклинивающих ножей при конической форме круглых пил Реклама:Читать далее:Ленточные пилы деревообрабатывающих предприятийСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|