|
|
Категория:
Эксплуатация транспортного оборудования цехов Одним из основных способов улучшения качества катанки при высоких скоростях прокатки является ее регулируемое и ускоренное охлаждение водой с прокатного нагрева — сорбитизация, которая позволяет не только получать пластичный металл со структурой мелкодисперсного перлита (сорбита), что способствует применению больших суммарных обжатий при дальнейшем волочении, но и значительно уменьшать ока-линообразование и обезуглероживание металла. Регулируемое и ускоренное охлаждение катанки с прокатного нагрева в основном осуществляют водой при прохождении ее нитью через направляющие трубы или в виде распущенного бунта душированием. При охлаждении катанки в направляющих трубах, располагаемых между последней рабочей клетью и моталкой, воду подают в секции охлаждающей линии по направлению движения, против него, а также перпендикулярно движению металла.
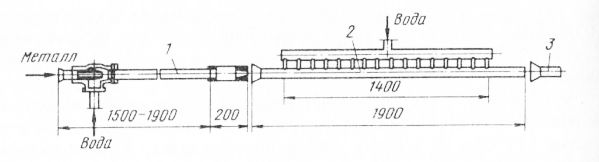
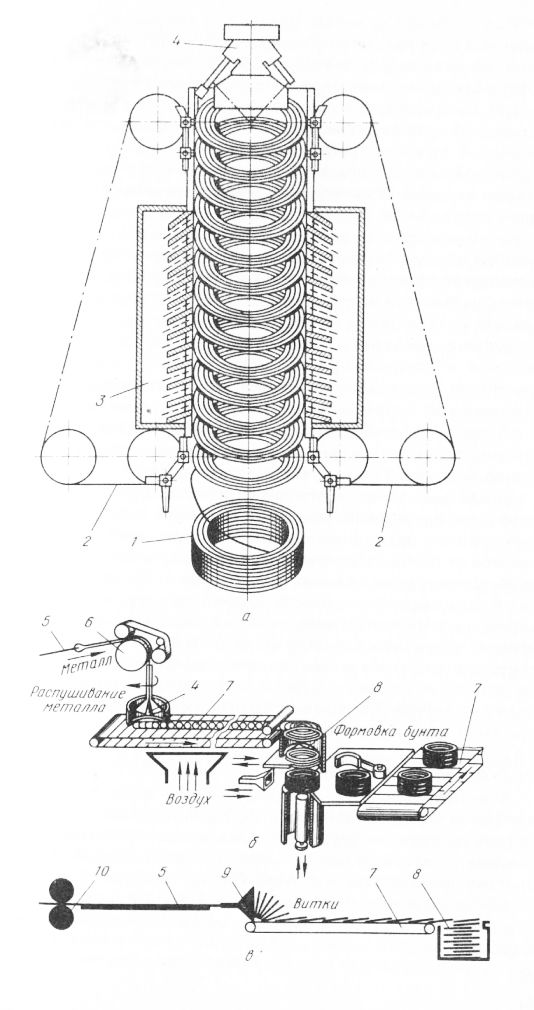
Рис. 1. Схема линии ускоренного охлаждения катанки в трубах в потоке проволочного стана (1—3 — секции охлаждения) На рис. 1. показана одна из линий, в которой катанка охлаждается в трех секциях с трубами диаметром 25 мм, причем в первую секцию вода поступает по направлению движения катанки, а во вторую и третью— перпендикулярно ее движению. Длина участка охлаждения составляет 6 м, давление воды 0,8 МПа. В результате ускоренного охлаждения катанки диаметром 5,5 мм из малоуглеродистой стали (0,1% С) при длительности охлаждения 0,23 с и расходе воды 24 м3/ч ее температура понижается с 950 до 765°С (средняя по сечению) при этом коэффициент теплоотдачи составляет 7000 Дж/ (м2 • К ■ с). При высоких скоростях прокатки (свыше 30 м/с) и большой массе бунтов (более 500 кг) с целью обеспечения интенсивного и равномерного охлаждения катанки по всей длине наиболее целесообразно подвергать ее обработке в виде отдельных витков в распушенном бунте (рис. 16.8). Фирма “Demag” (ФРГ) разработала конструкцию опытной линии, в которой происходит распушивание бунта катанки и охлаждение его с помощью воздуха. Линия представляет собой вертикальную шахту, в которой катанка витками укладывается в небольшие бунты. Число витков в таком бунте может варьироваться и обычно составляет 15 шт. Бунты малой массы удерживаются в соосном положении и опускаются вниз вертикальными цепными транспортерами с пальцами. Движущиеся цепи обеспечивают прохождение витков через шахту высотой около 4600 мм в течение 10 с. Во внутренней стенке шахты равномерно расположены отверствия, через которые поступает на металл воздух под давлением. Расход воздуха автоматически регулируется. Температура катанки при прохождении через шахту понижается с 840-950 до 450 °С. Охлажденная катанка складывается в бунты заданной массы и траспортируется дальше.
Рис. 2. Схема ускоренного охлаждения катанки в распушенных бунтах в потоке проволочных станов: Для высокоскоростных проволочных станов за рубежом разработан способ сорбитизации катанки, при котором металл, предварительно охлажденный водой в трубе, расположенный между последней рабочей клетью и моталкой, попадает в моталку и укладывается ею отдельными витками на движущийся под моталкой транспортер, где медленно охлаждается воздухом до заданной температуры, а затем собирается в бунт. На основе этого способа на одном из проволочных станов установлена линия для ускоренного охлаждения катанки. Линия обеспечивает водяное охлаждение металла в трубе до 780 °С, а затем воздушное охлаждение на транспортере до 315°С за одну минуту. Окалино-образование при таком способе охлаждения уменьшается в 7—8 раз. Линия охлаждения катанки, в которой витки, образующиеся в вертикальной плоскости, опрокидываются на ленточный транспортер, охлаждаясь при этом на воздухе в распушенном состоянии, установлена на одном из высокоскоростных проволочных станов. Между последней рабочей клетью и образователем витков катанка предварительно подвергается водяному охлаждению. В конце транспортера установлено устройство для сбора витков в бунт. Дальнейшее совершенствование отечественных проволочных станов должно предусматривать широкое внедрение принципа регулируемого и ускоренного охлаждения катанки в потоке стана перед смоткой, основанное на принципе охлаждения распушенного бунта на транспортере. Такая технологическая схема охлаждения катанки позволит: получать бунт с равномерной по длине сорбитной структурой и постоянной твердостью; снизить потери металла с окалиной до 8—10 кг и менее на 1 т катанки; уменьшить капитальные затраты за счет снижения длины отводящих транспортеров и исключения крюкового транспортера; обеспечить волочение катанки в проволоку при обжатии со степенью деформации до 97—98% без промежуточного отжига. Реклама:Читать далее:Агрегаты для термической обработки листовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|