|
|
Категория:
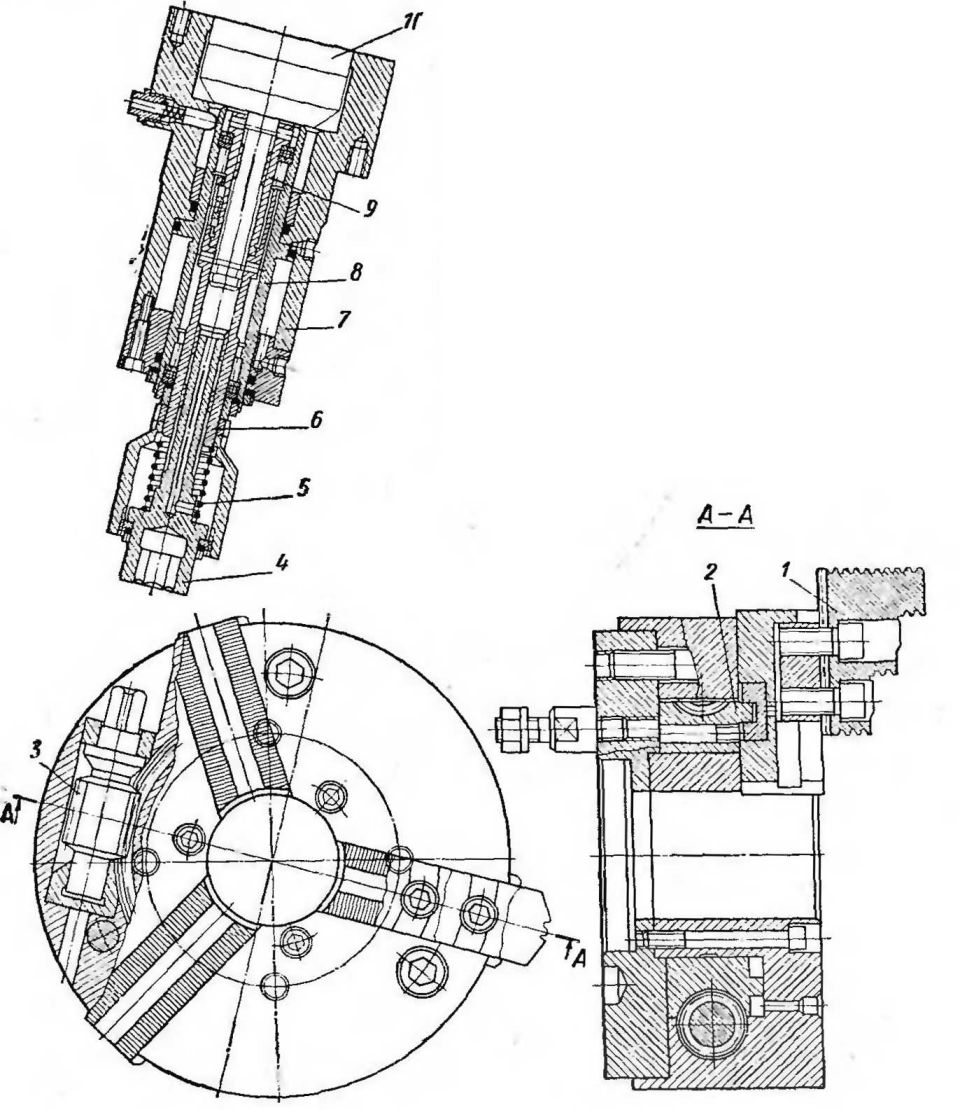
Токарные станки Применение патронов с ручным зажимом иа механизированных и автоматизированных станках может быть оправдано только при обработке громоздких и сложных деталей, особенно для единичного производства. В остальных случаях должны применяться механизированные патроны или зажимы. Их применение позволяет сократить время на зажим и освобождение детали, обеспечить стабильность усилия зажима и значительно облегчить труд рабочего. К механизированным патронам предъявляются следующие основные требования: Чаще всего механизированные патроны создаются на базе приводных патронов типа ПКМ (ГОСТ 5410—50) или универсальных трехкулачковых самоцентрирующих патронов (ГОСТ 1654—71) путем оснащения их механизированным приводом. Наибольшее применение нашли пневматический, гидравлический и электромеханический приводы. Пневматический привод состоит из муфты, цилиндра (нормаль МН 3450—62, исполнение II) и тяги. Положительной особенностью данной установки пневмопривода является применение разгрузки шпиндельных опор станка от усилий зажима и открепления, а также от веса привода, что достигается установкой цилиндра с муфтой на отдельные подшипники с помощью гильзы и стакана, расположенного соосно со шпинделем и закрепленного на торце шпиндельной бабки. Усилие зажима и открепления замыкается на шпиндель через зубчатое колесо с буртом, гайку, втулку, тягу и фланец приводного патрона. Пневмоцилиндр приводится во вращение зубчатым колесом, находящимся в постоянном зацеплении с внутренними зубцами гильзы. В приведенном случае рассматривался привод, выполненный в виде самостоятельного агрегата отдельно от зажимного патрона. Имеются конструкции зажимных устройств с встроенным пневматическим приводом. Для увеличения усилия зажима и уменьшения габаритов поршень в таких патронах часто выполняется сдвоенным. Недостатком механизированных патронов на базе приводных патронов типа ПКМ является ограниченный ход кулачков, невозможность перехода с наружного закрепления на закрепление с внутренней стороны. Поэтому ведется работа по созданию на отдельных заводах механизированных патронов на базе универсальных трехкулачковых самоцентрирующихся патронов. На рис. 1 изображен механизированный патрон типа ESP 155 фирмы «Berg» (ФРГ), который устанавливают на станки с программным управлением RN 40/250 и RN 50/250 фирмы «Gildemeister» (ФРГ). Он состоит из трехкулачкового самоцентрирующегося патрона и электромеханического ключа, устанавливаемого на шпиндельной бабке. Спираль для перемещения кулачков в патроне выполнена на торце червячного колеса и приводится во вращение червяком с помощью выдвижной головки ключа. Привод ключа осуществляется от электродвигателя с встроенным редуктором. Подвод выдвижной головки к ключу и ее отвод осуществляется перемещением поршня в неподвижном гидроцилиндре. Передача вращения выдвижной головке внутри подвижного поршня осуществляется с помощью шлицевых соединений на втулке и гильзе. Совпадение оси выдвижной головки с осью червяка обеспечивается с помощью специального механизма. Для смягчения удара в момент ввода в зацепление выдвижной головки и конца червяка предусматривается пружина.
Рис. 1. Патрон с электромеханическим ключом
Имеются конструкции механизированных патронов, в которых привод вращения спирали осуществляется с внутренней стороны патрона через отверстие в шпинделе. Чаще всего эти патроны имеют электромеханический привод. В этом случае электродвигатель либо закрепляется на заднем конце шпинделя и вращается с ним во время работы станка, либо устанавливается неподвижно, а вращение от него передается патрону через редуктор и соединительную муфту. Реклама:Читать далее:Механизированные задние бабки токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|