|
|
Категория:
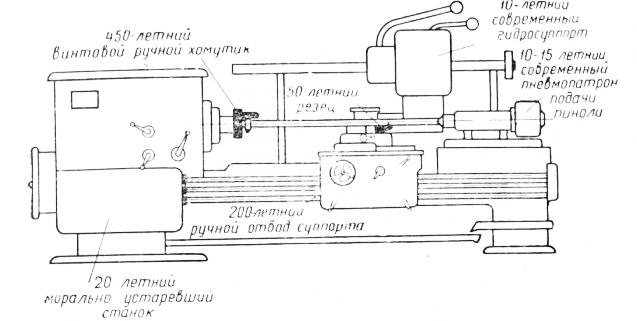
Модернизация металлорежущих станков При разработке технологического процесса на каждой операции предусматривается самое оптимальное соотношение трех основных орудий производства, составляющих систему СИП: применяется наиболее современный станок, самый прогрессивный инструмент и наилучшее приспособление. Однако проходит некоторое время и с развитием науки, техники и накопленного опыта новаторов комплексность системы СИП нарушается. Это происходит по двум причинам. Во-первых, морально устаревает каждый из первоначально выбранных элементов: станок, инструмент или приспособление, поскольку появляются среди них новые, лучшие образцы. Модернизация в данном случае может проходить как по одному, так и по двум или по трем составляющим элементам. Так, например, с появлением станка ТН-20 в свое время сразу устарел станок ТН-15. Однако новый станок не потребовал замены инструментов или приспособлений, и перестройка системы СИП прошла по одному элементу. Во-вторых, часто по вновь открывшимся возможностям по своему развитию опережает другие элементы один какой-либо элемент системы СИП, например инструмент. Тогда старая система из формы развития этого элемента превращается в тормоз. В результате воздействия указанных причин первоначально гармоничная система СИП неизбежно начинает страдать диспропорцией своих технологических возможностей и сама устаревает. Примером может служить внедрение многолезвийных резцов конструкции В. А. Колесова. Появление резцов новой конструкции не только обусловило моральное устаревание обычных проходных резцов, но и потребовало модернизации механизмов подач у токарных станков и замены обычных приспособлений быстродействующими. Перестройка системы СИП прошла по всем ее элементам. В обоих случаях — развития или устаревания элементов системы СИП — проявляется объективный закон неравномерного (по времени) развития орудий труда. Отсюда неизбежно возникает необходимость периодического восстановления комплексности систем СИП на новом, более совершенном техническом, уровне. Комплексная модернизация и периодическое восстановление систем СИП1 на заводах отечественного машиностроения осуществляются далеко не всегда. В лучшем положении оказываются станки. Их ежегодная модернизация предусмотрена правительственными постановлениями. По техническому состоянию станков установлена общегосударственная отчетность. По данным ЦСУ (1960 г.) возрастной состав металлорежущего оборудования нашей страны характеризуется следующими цифрами: до 10 лет —45,4%, от 10 до 20 лет —32,9%, свыше 20 лет —21,7%. Наличие более 50% морально устаревших станков требует их активной технологической модернизации. В худшем положении находится усовершенствование инструментов и приспособлений. Точного учета по количеству применяемой устаревшей оснастки нет. Вопросы ее модернизации предоставлены для инициативного решения на местах. Даже в теории технологии машиностроения нет отражения вопросов комплексной модернизации систем СИП, их развития и периодической настройки. Недооценка роли комплексности наглядно демонстрируется названием кафедр «Станки и инструмент» во втузах, а также названием и содержанием одного из лучших технических журналов «Станки и инструмент». Нетрудно заметить при этом, что вопросы совершенствования приспособлений в их взаимосвязи со станками и инструментами нередко отсутствуют. Недооценка вопросов комплексности приводит к тому, что обязательная модернизация станков проводится часто без соответствующего улучшения оснастки. Процесс совершенствования систем СИП происходит стихийно и растягивается во времени. Станки улучшаются на одних операциях, инструменты — на других, а приспособления — на третьих. Оптимально настроенные системы СИП в этих случаях отсутствуют. В результате имеют место некомплексно настроенные операции (рис. 1), где наряду с такими современными автоматическими дополнениями к станкам, как гидросуппорты, используются в качестве приспособлений ручные винтовые хомутики времен Леонардо да Винчи и устаревшие резцы. В итоге внутренние возможности, имеющиеся на каждом рабочем месте, используются далеко не в полной мере. Народное хозяйство от этого несет большие убытки, так как наибольшую производительность труда и наилучшее качество продукции можно получить только при морально однородных элементах системы СИП. Этапы совершенствования системы СИП. Началом работ по комплексной модернизации является поднятие каждого из элементов системы до современного уровня. Например, нельзя иметь морально неоднородную систему СИП, состоящую из станка 20-летней давности, инструмента 60-летнего морального возраста и приспособления 100-летнего морального срока. В этом случае изменению должен подвергаться весь комплекс: станок, инструмент и приспособление. Однако вновь настроенная система продолжает развитие, источником которого является внутреннее диалектическое единство ее составляющих.
Рис. 1. Пример некомплексной модернизации. Каждый раз с изменением одного элемента необходима настройка всей системы на новое оптимальное соотношение, охватывающее всю систему или только часть ее. Возможны следующие варианты полной или частичной комплексности: Кроме того, при использовании многопозиционной оснастки возможны еще 8 вариантов комплексности. Техническим критерием совершенства системы СИП является достижение высшей производительности при минимальных затратах средств производства. В ряде случаев при этом требуется не дальнейшее совершенствование, а полная замена устаревшей системы СИП на новую, более прогрессивную систему. Так, если перевести точение стержня болтов из 6-гранника с простого токарного станка на револьверный или на автомат (что кое-где еще делается), то такое усовершенствование системы СИП будет неправильным. Значительно целесообразней точение стержня болтов из 6-гранника заменить на холодную или даже горячую высадку головок болтов из прутка круглого сечения. Только в этом случае старая, изжившая себя система СИП заменяется принципиально новой, более производительной. При любом виде совершенствования станков, инструментов и приспособлений конечной целью является создание автоматических систем СИП (в том числе в индивидуальном и мелкосерийном производстве за счет применения групповых методов обработки и средств программного управления) и соединение их в автоматические процессы, а станков—в автоматические линии. Каждый элемент системы СИП имеет свое направление технологической модернизации. По станкам следует обеспечивать: Основными направлениями модернизации металлорежущих инструментов следует считать: Модернизированные приспособления должны быть: В целом вся система СИП должна обеспечивать достижение наивысшей производительности труда и наилучшего качества изготовляемых деталей при минимальных затратах материальных средств. Экономические преимущества настроенных систем СИП. Теоретические расчеты и исследования показывают, что эффективность от проведения комплексной модернизации всей системы СИП в 1,5—1,8 раза выше эффективности от модернизации только станка и в несколько раз (до 20) больше эффективности от модернизации только инструмента или только приспособления. Обозначим следующим образом рост производительности труда при модернизации: Эс—только станка; Эи—единичного инструмента; Эим—• с вводом многоинструментной наладки; Эп—только одноместного приспособления; Эпм— с вводом многоместного приспособления; С—всех элементов (суммарная величина). Для упрощения расчетов, что не меняет характера процессов, значения коэффициентов у, z и к приняты равными 1. Максимальное число инструментов в наладке и максимальное число мест инструментов в приспособлении ограничены 10. Анализ изменения производительности труда при различных видах модернизации показывает, что если раздельная модернизация элементов СИП дает сравнительно небольшой рост производительности труда, то комплексная модернизация — в несколько раз больший. Реклама:Читать далее:Усовершенствование режущих инструментов и способов их примененияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|