|
|
Категория:
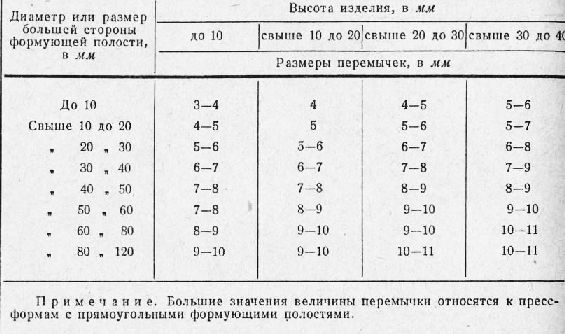
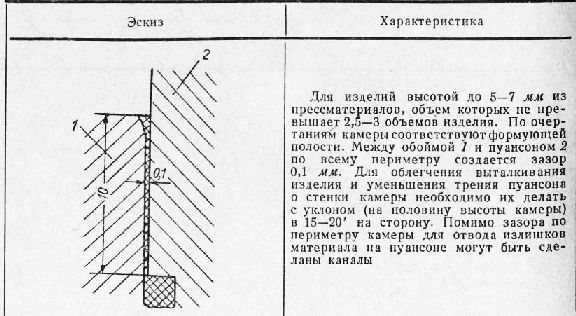
Пресс-формы В практике производства изделий из пластических масс в основном применяются два типа компрессионных прессформ — полузакрытые и закрытые. В прессформах полузакрытого типа, независимо от конструкции изделия, проекция загрузочной камеры может иметь форму круга, квадрата, прямоугольника, треугольника или овала. Это значительно облегчает и удешевляет процесс изготовления прессформ, поскольку высота формующей полости равна высоте изделия и только на этом участке необходимо выдерживать точно размеры и геометрическую форму полости матрицы. Размеры и форма загрузочной камеры могут быть выполнены со значительными отклонениями от номинала при условии надлежащего взаимного сопряжения с пуансоном. Благодаря простоте конструкции и лучшим условиям изготовления прессформы полузакрытого типа находят самое широкое применение на большинстве предприятий. Их существенный недостаток — возникновение на изделии горизонтального облоя, располагающегося по всему его периметру. Механизация удаления такого облоя весьма затруднительна. Если же изделие имеет сложные очертания, то удаление облоя возможно только вручную. В прессформах закрытого типа загрузочная камера имеет очертания формующей полости, т.е. является как бы ее продолжением. Это значительно усложняет изготовление прессформ, особенно при сложной конфигурации изделия. Однако такие прессформы обладают и рядом преимуществ, а именно: давление пуансона во время прессования передается на всю горизонтальную проекцию изделия, что обеспечивает хорошее затекание прессматериала, в формующую полость и повышенную плотность изделия. Полностью используется усилие пресса, что позволяет прессовать изделия с большей площадью, чем в прессформах полузакрытого типа. К числу преимуществ прессформ закрытого типа следует отнести также наличие на изделиях вертикального облоя. С точки зрения уменьшения объема поделочных операций вертикальный облой является более приемлемым, поскольку его зачистка производится не по всему периметру изделия, а только в одной плоскости, обращенной в сторону загрузочной камеры. Удаление такого облоя сравнительно легко поддается механизации. Именно это обстоятельство послужило основой к внедрению в производство изделий из пластмасс так называемого «безоблойного» прессования. Существуют две разновидности этого процесса, причем в обоих случаях термин «безоблойное» не совсем точно передает сущность процесса. В первом случае имеет место прессование термореактивных материалов в компрессионных прессформах полузакрытого типа с созданием на изделии вертикально направленного облоя. Таким образом, более правильно будет назвать этот метод «прессование с вертикальным облоем». Во втором случае осуществляется прессование в литьевых прессформах с обычными литниками и последующим отделением их от изделия путем срезания в период разъема прессформы, что правильнее было бы называть «литьевое прессование с обрезкой литников». При прессовании в компрессионных прессформах создание вертикального облоя осуществляется за счет того, что рабочая часть пуансона на 0,5-1,0 мм по всему периметру входит в формующую полость матрицы. Для удаления излишков прессуемого материала между пуансоном и матрицей может быть образован кольцевой зазор 0,05-0,1 мм или на образующей пуансона сделано несколько канавок или лысок. Поскольку конфигурация рабочей части пуансона должна повторять очертания формующей полости, этот способ применим при прессовании изделий простой геометрической формы. Помимо того, необходимость выдавливать излишки прессматериала через отдельные каналы или лыски требует приложения повышенных удельных давлений, что отрицательно сказывается на состоянии прессформ. В компрессионных прессформах с вертикальным направлением облоя весьма важнее значение имеет величина перемычки между отдельными формующими полостями. Минимальная величина перемычки способствует лучшему растеканию прессматериала по загрузочной камере и заполнению рабочих гнезд. Для изделий формы круга эта величина зависит от диаметра формующей полости и высоты изделия, а для прямоугольных — от размеров большей стороны прямоугольника и высоты изделия. Для улучшения условий перетекания прессматериала в многогнезд-ных компрессионных прессформах с вертикальным направлением облоя между отдельными формующими полостями делаются специальные ка-налы-перетекатели. Глубина каналов должна быть на 0,2-0,3 мм меньше высоты отсекающей части пуансона, входящей в формующую полость, а ширина их составлять 6-8 мм. Таблица 1 В табл. 2 приведены варианты конструктивного выполнения загрузочных камер и пуансонов компрессионных прессформ с вертикально направленным облоем. Таблица 2 Реклама:Читать далее:Литьевое прессование с обрезкой литниковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|