|
|
Категория:
Пресс-формы К числу направляющих деталей относятся фиксаторы, пилоны, направляющие колонки и втулки. Назначение фиксаторов заключается в определенной ориентации различных деталей прессформ относительно друг друга, например, взаимного расположения полуматриц прессформ с вертикальной плоскостью разъема, накладных загрузочных камер относительно литникового канала литьевых плит и т. д. Пилоны устанавливаются в съемных прессформах. Конструктивно они могут мало отличаться от направляющих колонок, но назначение их иное: пилоны не направляют, а только предварительно ориентируют одну часть прессформы относительно другой. В прессформах с квадратной или прямоугольной загрузочной камерой, когда пуансон подгоняется к ней в определенном положении, пилоны обеспечивают надлежащую установку пуансона в матрицу В прессформах с цилиндрической загрузочной камерой пилоны ставятся для придания определенного положения верхней части прессформы относительно колонок разъемного приспособления. Если прессуемое изделие прессуется в матрице и пуансоне, причем последний имеет форму круга и может иметь смещение относительно формующей полости, рекомендуется ставить два пилона по ходовой посадке 3-го класса точности с отверстиями под них в нижней части прессформы. Высота пилонов должна быть на 6-8 мм больше высоты пуансонов. Для прессформы с одной плоскостью разъема достаточно одного пилона. В съемных прессформах с двумя плоскостями разъема устанавливаются два или три пилона, в зависимости от конструкции пресс-формы. В табл. 123 приведены основные конструкции пилонов. Направляющие колонки осуществляют точное направление верхней части прессформы относительно нижней, одновременно ориентируя их в определенном положении. Если пилоны фиксируются непосредственно в отверстиях обоймы или матрицы, то направляющие колонки, как правило, должны иметь направляющие втулки. Направляющие колонки и втулки имеют более высокую точность изготовления, чем пилоны, и устанавливаются в прессформе в количестве не менее двух. Их конструктивное выполнение подчинено определенным требованиям. Основными из них являются: 1. Направляющие колонки и втулки устанавливаются в стационарных прессформах, причем колонки в верхней, а втулки в нижней части, что обеспечивает удобство загрузки прессформы прессматериалом, установки арматуры, извлечения отпрессованного изделия и очистки матрицы от облоя после прессования.
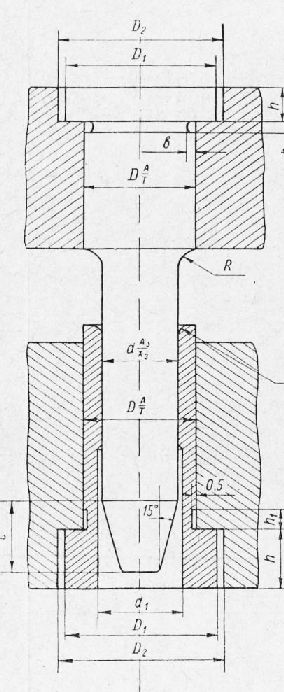
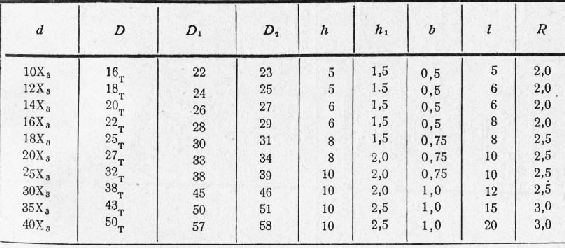
Рис. 1. Типовая конструкция направляющей колонки и втулки
Рис. 2. Специальная конструкция направляющей колонки
2. Длину цилиндрической части направляющей колонки необходимо делать на 8-10 мм больше высоты пуансона, чтобы при смыкании прессформы вначале входили направляющие колонки, а затем пуансон, что предотвращает его рабочую часть от забивания о края загрузочной камеры. 3. Отверстия под пилоны и направляющие колонки должны быть сквозными или иметь выход для удаления отходов материала. 4. Утолщенная часть колонок, устанавливаемая в держатель, должна иметь диаметр, равный наружному диаметру направляющей втулки. Это дает возможность одновременно растачивать отверстия под колонки и втулки, что обеспечивает их соосность. 5. Конусная приемная часть колонок и закругленная кромка отверстий во втулке обеспечивают плавный вход колонок во втулки. 6. Направляющие втулки должны выступать над поверхностью прессформы на 4-6 мм, что в некоторой степени предотвращает попадание в них прессматериала. В некоторых случаях в связи со спецификой конструкции пресс-формы направляющие колонки могут быть использованы как крепежные элементы (рис. 2). Для этого рабочий стержень колонки 1 имеет утолщение, на котором нарезана резьба. После установки колонки на место весь пакет верхних плит крепится гайкой 2. Опорная плита под направляющей втулкой 3 имеет наклонный паз, служащий для удаления отходов материала, попадающих в отверстия втулок. На практике количество направляющих колонок устанавливается в зависимости от габаритов прессформы и наличия свободного места. Таблица 1 Таблица 2 Для стационарных прессформ с площадью прессования до 400- 500 см2 достаточна установка двух направляющих колонок; для пресс-форм с большей площадью прессования рекомендуется устанавливать четыре направляющие колонки. Реклама:Читать далее:Охлаждение форм для литья под давлениемСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|